Téléchargé 1 134 fois
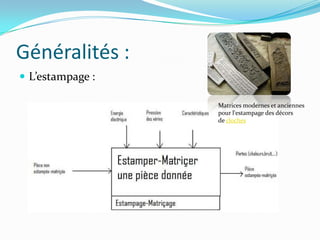
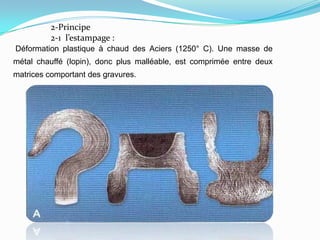
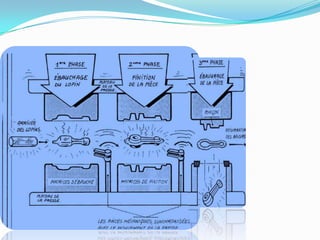

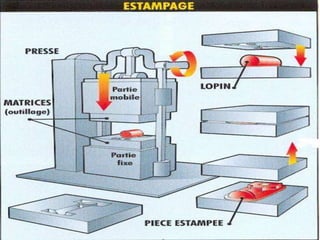


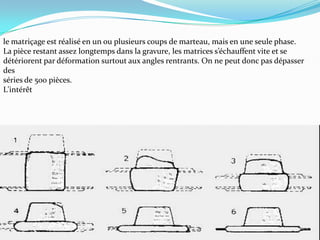





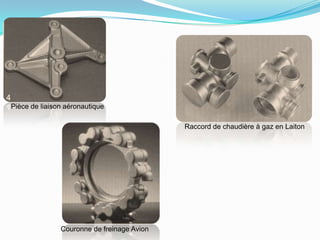
Le forgeage est un procédé ancien de mise en forme des métaux, utilisant la déformation plastique sous pression ou chocs pour créer des pièces. Deux techniques principales - l'estampage et le matriçage - permettent de former des pièces en chaud et en utilisant des matrices. Bien que plus coûteux et lent que le moulage, le forgeage confère aux pièces des propriétés mécaniques supérieures grâce à l'écoulement plastique du métal.




























































