![1.3.2 Compression à chaud de résine liquide
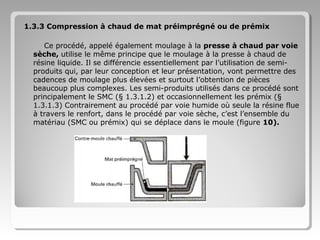
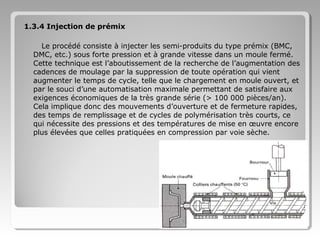
Ce procédé, appelé moulage à la presse à chaud par voie humide,
pour le distinguer du moulage à la presse à chaud de compound
[SMC et prémix (§ 1.3.3)] que l’on appelle voie sèche, consiste à
déposer le renfort dans un moule chauffé ouvert, puis à verser la
résine en vrac. Lors de la fermeture du moule, par l’action d’une
presse hydraulique, les produits sont comprimés, la résine flue à
travers le renfort tout en l’imprégnant et vient remplir l’empreinte
du moule. Le temps de fermeture correspond au temps de polymérisation
de la pièce.](https://image.slidesharecdn.com/miseenoeuvredescomposites-131025160220-phpapp01/85/Mise-en-oeuvre-des-composites-20-320.jpg)

Le document présente divers procédés de fabrication de pièces en composites avec des résines thermodurcissables, adaptés selon la taille de la production (petites, moyennes et grandes séries). Il décrit les techniques de moulage, le moulage sous vide, l'injection et la compression, en détaillant les étapes incluant le traitement des moules, l'imprégnation et les avantages et inconvénients de chaque méthode. Les applications concernent des pièces variées comme des panneaux, des capots de machines et des coffrets électriques.






































![fanbriction composiute 1809544.ppt [Réparé].pptx](https://cdn.slidesharecdn.com/ss_thumbnails/1809544-251007103513-195c1e24-thumbnail.jpg?width=640&height=640&fit=bounds)




