
Recommandé
Contenu connexe
Tendances
Tendances (20)
En vedette
En vedette (20)
Similaire à Rapport
Similaire à Rapport (20)
Rapport
- 1. 1 Avant tout, je tenais à remercier le directeur de l’entité formation technique Monsieur Mohamed Korbi et toute l'équipe du TUNISAIR TECHNICS d'avoir permis que ce stage soit une expérience professionnelle, un moment très agréable et instructif. Aussi, je remercie Mr Kamal Karkamaz, mon maitre de stage qui m'a accompagné et formé tout le long du stage avec patience et pédagogie. Enfin, je remercie l'ensemble des employés du département plasturgie et matériaux spécialement Monsieur Mansouri et qu'ils ont pu me prodiguer aux cours de ces quatre semaines et le temps qu'ils ont pu me consacrer pour présenter leurs différents travaux.
- 2. 2 Du 01/08/2012 au 31/08/2012, j’ai effectué un stage au sein la COMPAGNIE AERIENNE DE TUNISIE «TUNISAIR » dans sa section «TUNISAIR TECHNICS», au cours de ce stage au département plasturgie et matériaux, j’ai pu m’intéresser aux matériaux composites, ses développements, ses domaines d’utilisation….. L’élaboration de ce rapport a pour principale source les différents enseignements tirés de la pratique journalière des tâches auxquelles j’étais affecté. Enfin, les nombreux entretiens que j’ai pu avoir avec les employés des différents services de la compagniem’ont permis de donner une cohérence à ce rapport. Enfin, j’ai choisi d’effectuer mon stage dans le domaine des matériaux composites car il s’agit actuellement d’un domaine très actif et omniprésent. De plus, les perspectives d’avenir pour les matériaux composites sont vastes et ses évolutions sont rapides et régulières. Ainsi, acquérir une première réelle expérience dans ce domaine ne peut m’être que profitable pour ma future carrière professionnelle. Aussi, comme ce stage s’effectuerait dans une équipe de très faible effectif et en collaboration avec d’autres personnes travaillant TUNISAIR TECHNICS, cela me permettrait detravailler deux aspects importants pour un ingénieur, à savoir l’autonomie et la communication.
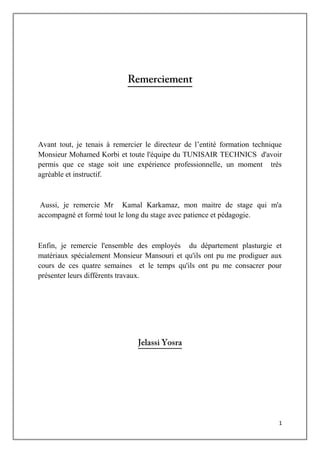
- 3. 3 INTRODUCTION GÉNÉRALE SUR LES MATERIAUX COMPOSITES I. INTRODUCTION GÉNÉRALE Une définition générale des matériaux composites est d’après (Berthelot, 1992), « Un matériau composite est constitué de l’assemblage d'au moins deux matériaux non miscibles et de nature différente, se complétant et permettant d’aboutir à un matériau dont l’ensemble des performances est supérieur à celui des composants pris séparément ». Un matériau composite est constitué d’une ou plusieurs phases discontinues réparties dans une phase continue. La phase continue est appelée la matrice. La phase discontinue présente usuellement des propriétés mécaniques (rigidités et résistances) supérieures à celle de la matrice et est notée renfort. Les propriétés des matériaux composites résultent des propriétés des matériaux le constituant, de la distribution géométrique des renforts, du taux volumique de renfort, de la nature des interfaces renforts/matrice, du procédé de fabrication… Les matériaux composites sont aujourd’hui principalement utilisés industriellement pour différentes raisons (Hull et Clyne, 1997) dont voici une liste non exhaustive: • Excellent rapport masse / rigidité / résistance en comparaison des matériaux métalliques. • Définition de matériaux au « juste » besoin, c’est-à-dire présentant des propriétés élevées uniquement dans les axes de sollicitation afin d’effectuer des gains de masse supplémentaires (Barreau et Laroze, 1987). • Dimensionnement de structures ayant des propriétés particulières (matériaux à très faibles coefficients de dilatation thermique, intéressants pour les applications satellites) ou à mémoire de forme (tels que des tubes de déploiement pour satellites). • Utilisation de matériaux multifonctionnels ayant des fonctions structurales mais également autres telles que de bonnes propriétés acoustiques, transparence aux ondes électroniques, bonne résistance aux feux. • Sensibilité nettement moindre à la fatigue que pour les matériaux métalliques (Harris, 1983)…Par conséquent, les matériaux composites sont actuellement très utilisés dans l’industrie et particulièrement dans les domaines aérospatial et aéronautique, où les gains de masse sur structures sont stratégiques. On notera toutefois que, bien que l’industrie aéronautique reste un acteur majeur du développement des structures hautes performances, les matériaux composites sont également très utilisés dans le domaine du sport, du génie civil, du domaine naval, du secteur automobile, du domaine éolien (principal consommateur actuel de fibres de carbone) et du domaine pétrolier off-shore (réalisation de risers composites).
- 4. 4 Figure 1 : Demande en fibres de carbone des différents secteurs industriels en tonnes/an. Suivant les applications industrielles, différents types de matériaux composites sont utilisés en fonction de leur rapport performances mécaniques / complexité (de mise en œuvre et de dimensionnement) / coût associé. On peut classer les matériaux composites soit en fonction de la nature des constituants, soit en fonction de la géométrie des renforts et du procédé de fabrication associé. II. CONSTITUANTS DES MATÉRIAUX COMPOSITES Les matrices peuvent être décomposées en quatre catégories en fonction du besoin industriel : (i) les matrices thermodurcissables. (ii) les matrices thermoplastiques. (iii) les matrices thermostables. (iv) les matrices métalliques et céramiques. II.1.Les différents matrices Les matrices thermodurcissables sont les plus utilisées dans l’industrie. En effet, les matrices polyester ont des propriétés mécaniques intéressantes pour un faible coût et représentent 90% du marché. Toutefois, leurs propriétés mécaniques se dégradent fortement à partir de 120°C et ces matrices sont sensibles à l’impact. Les matrices époxy ne représentent que 5% du marché global, mais sont les plus utilisées pour les applications aéronautiques hautes performances froides (<180°C) car elles présentent de bonnes propriétés mécaniques intrinsèques et ont une forte adhésion avec les fibres de carbone ou de verre. Toutefois, le temps de polymérisation
- 5. 5 de ces matrices et leur coût limite leur usage aux applications structurales fortement sollicitées mécaniquement. Les matrices thermoplastiques contrairement aux matrices thermodurcissables peuvent être réchauffées sans dégradation irréversible du matériau ce qui est particulièrement intéressant pour les réparations ou le recyclage. Ces matrices présentent, de plus, une bonne tenue à l’impact. Toutefois, de par leur sensibilité aux solvants et leur coût de fabrication (les températures de cuisson sont nettement plus élevées que pour les matrices thermodurcissables) leur usage dans le domaine aéronautique et aérospatial reste faible et limité à des structures « exposées » aux différents types d’impact (utilisation de composite thermoplastique AS4/PEEK pour la fabrication de volets secondaires de l’A380). Une tendance actuelle consiste à insérer au sein des matrices thermodurcissables des nodules thermoplastiques afin de doper la tenue à l’impact de ces matériaux (les matériaux T700GC/M21 ou T800S/M21, utilisant ce type de matrice, sont utilisés pour l’A380 et l’A400M). Les matrices thermostables présentent de bonnes propriétés mécaniques jusqu’à des températures relativement élevées (<300°C) pour des matrices organiques. Elles sont utilisées pour la fabrication de circuits imprimés ou pour des pièces aéronautiques (comme le matériau C/PRM15 développé par la NASA). Enfin, les matrices métalliques et céramiques sont utilisées respectivement pour les applications hautes (<500°C) et très hautes températures (>1000°C). Ce type de matrice ne peut être associé qu’à des fibres Sic ou des fibres de carbone. Le coût de fabrication de ces matériaux est très élevé. II.2. Les différentes fibres On peut distinguer cinq classes de fibres à savoir : (i) les fibres de carbone.. (ii) les fibres de verre. (iii) les fibres d’aramide. (iv) les fibres céramiques. (v) les fibres végétales. Les fibres de carboneprésentent des propriétés mécaniques très élevées (haut module, haute résistance, faible dilatation thermique) et sont utilisées pour les applications industrielles hautes performances. Leur coût de fabrication est élevé. Ce type de matériau est produit essentiellement aux Etats-Unis et au Japon. Le diamètre d’une fibre de carbone est de l’ordre de 5µm. Il s’agit par sa structure moléculaire d’un matériau anisotrope. Les fibres de Verre, plus abordables, présentent des propriétés mécaniques (notamment le module en traction) plus faibles mais néanmoins intéressantes (en particulier la résistance de traction).
- 6. 6 Les fibres de verre, constituées essentiellement de silicate, ont un diamètre d’environ 10µm et sont des matériaux isotropes. Les fibres d’aramide, dont la plus connue est le kevlar, ont de bonnes propriétés en traction et une excellente ténacité d’où leur usage pour la fabrication de gilet pare-balles. Le diamètre d’une fibre d’aramide est du même ordre de grandeur que celui d’une fibre de verre. Les fibres céramiques, comme les fibres Sic, présentent une bonne stabilité des propriétés à haute température (de 500°C à 1600°C). Le diamètre de ces fibres est important (100µm) et elles présentent un comportement anisotrope. Leur coût de fabrication est très élevé. Enfin, les fibres végétales, comme le chanvre ou le coton, présentent des propriétés mécaniques faibles mais ont un coût de fabrication dérisoire en regard des autres types de fibre. On notera que le module de traction d’une fibre de chanvre est du même ordre de grandeur (E ≈ 70GPa) que celui d’une fibre de verre, pour un coût bien moindre. La résistance de traction est toutefois 5 fois inférieure. Ces matériaux sont utilisés dans l’industrie navale, l’industrie automobile ou le génie civil pour des applications présentant un fort aspect écologique. Une classification des différents types de fibres est présentée sur la Figure 2 et constitue un guide quant au choix de la fibre en fonction de l’application industrielle visée. II.3. Adhésion renforts / matrice Le choix des constituants ne peut se résumer à prendre la « meilleure » matrice et la « meilleure » fibre. Il est nécessaire que l’adhésion entre les fibres et la matrice soit de qualité suffisante pour que les propriétés du matériau composite obtenu soient supérieures à celles de ses constituants. On notera que les fibres de carbone présentent une bonne adhésion avec les matrices époxy suite à un traitement oxygène. Les fibres d’aramide, chimiquement inertes, s’associent difficilement avec les matrices organiques. Enfin, les fibres de verre, après humidification, présentent une tenue inter facialeintéressante avec toutes les matrices organiques. D’un point de vue physico-chimique, l’adhésion entre les fibres (carbone ou verre) et la matrice (époxy) est généralement due à des liaisons covalentes (mécanisme de liaison le plus tenace). III. ARCHITECTURES DES MATÉRIAUX III.1 Pultrusion Le procédé de pultrusion est utilisé pour la réalisation de structures composites de taille importante et présentant une section constante. Le principe de la pultrusion, reporté sur la Figure 2a, consiste à faire « passer » des fibres (carbone ou verre) dans un bassin de résine liquide puis dans un moule métallique chauffant à section constante. Ce procédé est valable pour la plupart des fibres et pour les matrices à cuisson rapide (époxy ou polyester). Ce mode de fabrication présente un coût de fabrication faible et une cadence de production élevée (≈ 1 mètre / minute). Ce procédé est utilisé pour la fabrication de poutres pour les plates-formes off-shore ou certains planchers de l’Airbus A380 (Figure
- 7. 7 2b). Toutefois, ce procédé permet uniquement la réalisation de planchers et de poutres à section constante et le choix de l’architecture de renfort reste très limité. Figure 2 : Fabrication de pièces composites par pultrusion III.2. Matériaux composites SMC (Sheet Molding Compound) Les matériaux SMC sont constitués de fibres courtes noyées dans une matrice organique afin d’augmenter les propriétés mécaniques et thermiques. La fabrication de ce type de composite se décompose en deux étapes (Cf. Figure 4). Tout d’abord, la fabrication du demi-produit, se présentant sous la forme d’une feuille, consiste à introduire dans une résine polyester des fibres courtes de verre ainsi qu’un certain nombre d’additifs afin d’augmenter la durée de stockage. Puis, les feuilles de demi-produit sont placées dans une presse en température. Ce procédé permet de fabriquer des pièces composites de forme relativement complexe avec une cadence de production inférieure à la minute, le temps de polymérisation de ces matériaux étant très court. Figure 3 : Fabrication des pièces composites SMC dans le domaine automobile
- 8. 8 Ces matériaux se caractérisent par leurs propriétés mécaniques, leur coût modéré et leur cadence de production sont utilisés principalement dans le domaine automobile (Renault Laguna, Ford Mustang, Dodge Vipper 2003…). III.3 Pli unidirectionnel pré-imprégné Les stratifiés d’unidirectionnels (UD) sont les matériaux composites retenus pour la fabrication de structures hautes performances en zone « froide » (température inférieure à 180°C) et sont donc particulièrement utilisés dans le domaine aéronautique (Gay, 2005 ; Barrau et Laroze, 1987). On peut décomposer leur fabrication en deux grandes étapes (Figure 4) Le demi-produit, aussi appelé pré-imprégné, est constitué de fibres longues (Carbone, Verre…) orientées dans la même direction et enrobées dans une matrice (epoxy ou thermoplastique). L’élaboration du demi-produit est effectuée chez les fabricants de matériaux composites (Hexcel, Toho-Tenax, …). Le demi-produit est conditionné en rouleaux de feuilles composites. Les rouleaux de pré-imprégné doivent être stockés et transportés à température frigorifique, ce qui constitue une contrainte importante pour ces matériaux. Figure 4 : Fabrication de pièces composites en stratifiés d’unidirectionnels dans le domaineaéronautique. La deuxième étape, effectuée chez l’industriel, consiste à fabriquer des pièces structurales rigides à partir des couches de pré-imprégnés. Cette étape se décompose en deux phases : (i) la phase de drapage consistant à assembler des couches de pré-imprégnés (également appelé pli unidirectionnel) avec différentes orientations de fibres afin d’obtenir les propriétés mécaniques élevées dans les directions de chargements. Cette étape peut être réalisée manuellement ou avec une machine de drapages automatiques (voir Figure 4). Dans le cas de formes géométriques complexes, des machines de placement de rubans de
- 9. 9 fibres sont utilisées (comme pour la poutre ventrale à double courbure du futur Airbus A350). (ii) La deuxième phase consiste à transformer l’ensemble de plis unidirectionnels souples en une structure rigide. Durant cette phase de consolidation effectuée en autoclave, les cycles de température et de pression sont contrôlés afin de minimiser la porosité au sein des structures et d’obtenir une bonne robustesse dimensionnelle des pièces produites. Les structures composites hautes performances sont essentiellement fabriquées à partir de stratifiés d’unidirectionnels (UD). Ce type de composite est aujourd’hui massivement utilisé dans l’aviation civile et militaire. En effet, le pourcentage de structures composites en masse atteint 50% pour le Boeing 787 et 53% pour l’Airbus A350 (voir Figure 5). Il est également important de noter que des structures de classe A (vitales pour la tenue de l’aéronef) sont aujourd’hui réalisées en composites stratifiés d’unidirectionnels comme la poutre ventrale de l’A340-600, le caisson central ou la partie arrière (section 19) de l’A380, les ailes del’A400M, ou encore le fuselage de l’A350. Figure 5 :Evolution du pourcentage en masse des structures composites au sein de la gamme Airbus. Les stratifiés de plis unidirectionnels présentent des rigidités et des résistances dans le plan très élevés. Toutefois, Le décollement de deux plis, nommé délaminage, constitue le point faible majeur de ce type de matériaux et explique leur faible tenue à l’impact (Abrate, 1998; Reid et Zou, 2000) et plus généralement aux sollicitations hors-plan (directes ou induites). De ce fait, des matériaux hybrides, association de plis unidirectionnels et de couches métalliques permettant d’augmenter la tenue à l’impact, sont utilisés pour les structures les
- 10. 10 plus exposées comme la partie supérieure du fuselage de l’Airbus A380 (avec le matériau GLARE, composé de plis en verre/époxy associés à des couches d’aluminium) ou du Boeing 787 (avec matériau TiGr, composé de plis en carbone/époxy et de couches de titane). Les matériaux composites à matrice métallique (CMM) sont utilisés dans les zones de température relativement élevée (jusqu’à 500°C). Le disque ANAM (AnNeau Aubagé Monobloc), développé par Snecma, est fabriqué avec une matrice de titane renforcée des fibres longues Sic. L’usage de ce matériau a permis une optimisation de la structure (passage d’un disque à un anneau) réduisant ainsi la masse, à performance égale, d’environ 50% (Figure 6). Les composites à matrice métallique sont également utilisés par Messier-Dowty pour la fabrication de trains d’atterrissage pour les avions Airbus A400M et Boeing 787. Figure 6 : Utilisation du composite Sic/Titane pour la fabrication de disque ANAM. III.4 Matériaux tissés 2D/3D Différentes sortes de composites tissés sont utilisés dans l’industrie (voir Figure 7). Figure 7 : Différentes armures utilisées pour les matériaux composites tissés. Les composites stratifiés tissés 2D (taffetas, sergé, satin …) sont utilisés pour la fabrication de structures de faible épaisseur ayant toutefois plusieurs orientations de fibres (afin de reprendre l’ensemble des efforts appliqués pour les différents cas de charges dimensionnées) et présentent une plus faible sensibilité au délaminage que les stratifiés
- 11. 11 d’unidirectionnels. Ces matériaux sont très utilisés dans la fabrication de pièces structurales pour hélicoptères (On notera que les pourcentages en masse des structures composites au sein des hélicoptères Tigre ou NH-90 d’Eurocopter sont respectivement supérieurs à 80% et 90%). Toutefois, les propriétés dans le plan des tissés 2D sont moindres que celles des stratifiés d’UD, en particulier pour la tenue en compression, en raison de l’ondulation des fibres due au tissage. Pour pallier ce problème, les matériaux « Non Crimp Fabrics » (NCF) ont été développés. Différentes couches de fibres sont empilées et liées dans la direction hors-plan par une couture. Les fibres n’étant pas ondulées, les propriétés dans le plan de ces matériaux sont proches (mais toujours inférieures) à celles de stratifiés d’UD, mais les propriétés hors- plan sont nettement supérieures en raison du renfort. Enfin, les matériaux tressés 3D ou tissés 3D ont des propriétés hors-plan très élevées et présentent une excellente tenue à l’impact. Les propriétés dans le plan sont moindres que pour les stratifiés d’UD. Les matériaux tressés 3D sont utilisés notamment dans le domaine automobile (sportif) pour la fabrication d’absorbeurs d’énergie pour le crash. La fabrication de structures en composites tissés se décompose usuellement en deux étapes principales: Dans un premier temps, il convient de réaliser une préforme fibreuse sèche ou armure. On notera la complexité de fabrication des préformes fibreuses et en particulier des tissages 3D qui demandent un savoir-faire technologique important. Ensuite, la matrice est injectée au sein de la préforme fibreuse sèche. Ce procédé de fabrication permet la réalisation de structures de formes complexes « one shot », réduisant au maximum l’étape d’assemblage et évitant l’introduction de jonctions (boulonnées ou collées) fragilisant la pièce. Il existe différents procédés de fabrication des matériaux tissés dont les deux principaux sont le « Resin Transfer Molding » (RTM) et le « Liquid Resin Injection » (LRI). Le procédé RTMconsiste à placer la préforme fibreuse entre deux moules rigides chauffant et à injecter la matrice (éventuellement sous pression au moyen de pompes). Les matrices utilisées dans ce procédé présentent une faible viscosité afin de faciliter son écoulement au sein de la préforme fibreuse et de minimiser les porosités. Ce procédé permet de fabriquer des structures composites de tailles modérées et présentant deux faces lisses. Les aubes de turbine Fan (voir Figure 8a), développées par Snecma, sont fabriquées par procédé RTM avec un tissage 3D complexe évoluant au sein de la structure. Le choix de ce type de composite a été essentiellement guidé par son excellente tenue à l’impact (de débris ou d’oiseaux). Le procédé LRIconsiste à placer la préforme fibreuse entre un moule rigide et un sac à vide et à injecter la résine au moyen d’une pompe à vide. Le fait d’utiliser un sac à vide au lieu d’un contre-moule rigide permet de multiplier aisément le nombre de points d’injection dans la structure (permettant d’injecter des préformes fibreuses avec un taux de fibre plus
- 12. 12 élevé) et de réduire également le coût de fabrication. Ce procédé est utilisé pour la réalisation de structures composites de tailles importantes comme les pales d’éolienne (voir Figure 8b) pouvant atteindre jusqu’à 60 mètres. Toutefois, seule la face coté moule rigide est lisse et ce procédé d’injection est plus complexe à maîtriser que le RTM. Figure 8 : a) Principe du procédé RTM et présentation de l’Aube Fan de turbine, b) Principe du procédé LRI et présentation de pâle d’éolienne. Pour les structures en zone « chaude » (température supérieure à 1000°C), les matériaux tissés 2D utilisés (avec interlocks pour renforcer la direction hors-plan) sont des Composites à Matrice Céramique (CMC).La fabrication de ce type de matériau tissé est usuellement effectuée par infiltration voie liquide ou gazeuse de la matrice au sein de la préforme fibreuse sèche. La tendance actuelle consiste à d’abord « imprégner » l’armure par voie liquide, puis en complément par voie gazeuse. Ces matériaux présentant de bonnes propriétés mécaniques pour des températures élevées sont utilisés pour les freins d’avions (composite carbone/carbone), pour les volets primaires et secondaires de moteurs militaires (composite Sic/Sic) ou pour les tuyères du moteur Vulcain d’Ariane 5 (Voir Figure 9).
- 13. 13 Figure 9 :Différentes applications industrielles des composites à matrice céramique. Enfin, dans le cas de structures de révolution, telle que des tubes ou des réservoirs, on utilise le procédé d’enroulement filamentaire. L’idée consiste à faire passer les fibres dans un bain de résine liquide et à les enrouler autour d’un mandrin rotatif (voir Figure 10a). En fonction, du type de structure considérée, l’enroulement filamentaire peut-être hélicoïdal ou circonférentiel (pour les tubes) ou polaire (pour les réservoirs). Ensuite, la structure est consolidée via un cycle de cuisson prédéfini. Une étape délicate du procédé est le démoulage de la structure sans générer d’endommagements initiaux. Ce type de composite est très utilisé pour la fabrication de risers dans le domaine pétrolier, ou de lanceurs dans le domaine aérospatial ou pour la fabrication de tronçon de fuselage « one shot » pour le Boeing 787 (voir Figure 10b). Figure 10 : a)Principe du procédé d’enroulement filamentaire et b) Fabrication de tronçon de fuselage du Boeing B787.
- 14. 14 III.5 Matériaux sandwichs Les matériaux sandwichs sont constitués de peaux (pouvant être en stratifiés d’UDs ou tissés) et d’une âme. Cette dernière peut être constituée de différents matériaux et présentées différentes architectures (Figure 11) en fonction de l’application industrielle. En effet, les matériaux sandwich sont usuellement utilisés pour des structures soumises à des sollicitations de flexion car ils permettent d’améliorer de façon drastique leur rigidité et leur tenue en flexion en augmentant l’épaisseur de l’âme tout en minimisant le surcoût de masse. Les âmes en nid d’abeille (Nomex ou Aluminium) sont généralement utilisées pour ce type d’application. Figure 11 : Présentation de matériaux composites sandwichs. Toutefois, un intérêt majeur des matériaux sandwich réside dans le fait de pouvoir obtenir des matériaux multifonctionnels présentant des propriétés mécaniques intéressantes mais également de bonnes propriétés acoustiques (avec des âmes en mousse), une bonne transparence aux ondes (avec des âmes nid d’abeille) ou une bonne résistance au feu. Figure 12 : Application des matériaux sandwich dans les domaines aérospatial et naval.
- 15. 15 Les matériaux sandwich sont très utilisés dans le domaine aérospatial pour les lanceurs (réalisation de la case à équipement Sylda en sandwich nid d’abeille Nomex), pour les satellites (réalisation de panneaux supports d’instruments) ou dans le domaine naval pour la réalisation de coques (Cf. Figure 12). Les matériaux sandwich sont très sensibles au décollement entre les peaux et l’âme qui induit généralement la ruine totale de la structure.
- 16. 16 COMPORTEMENT MECANIQUE DES MATERIAUX ET DES STRUCTURESCOMPOSITES : MODELISATIONS DE L’ENDOMMAGEMENT ET DE LA RUPTURE I. INTRODUCTION La modélisation des composites demeure un domaine de recherche ouvert car ces matériaux sont en perpétuelle évolution et de plus en plus utilisés dans la réalisation de structures industrielles. Des exemples de structures en matériaux composites sont présentés. Les méthodes d’homogénéisation nécessaires aux calculs sont ensuite exposées. Ces méthodes d’homogénéisation sont des approches incontournables pour modéliser le comportement de ces matériaux. Enfin la mécanique de l’endommagement permettant de construire des modèles de comportement pragmatiques utilisables dans le cadre éléments finis est développée. Des exemples de simulation de comportement mécanique jusqu’à la phase ultime de la rupture illustrent la présentation. Ce document présente succinctement les outils et concepts nécessaires au développement et à l’utilisation de ces modélisations de l’endommagement dans le cadre éléments finis. II. GENERALITE SUR LES MATERIAUX COMPOSITES Un matériau composite est constitué de différentes phases nommées renforts et matrice. Lorsque le matériau composite est non endommagé, les renforts et la matrice sont parfaitement liés et il ne peut pas y avoir ni glissement ni séparation entre les différentes phases. Les renforts se présentent sous forme de fibres continues ou discontinues. Le rôle du renfort est d’assurer la fonction de résistance mécanique aux efforts. La matrice assure quant à elle la cohésion entre les renforts de manière à répartir les sollicitations mécaniques. A l’échelle microscopique, la microstructure réalisée permet d’atteindre des performances recherchées en jouant sur le choix de la fibre et de la matrice. L’arrangement des fibres, leur orientation permettent d’optimiser les propriétés mécaniques de la structure. Dans la suite, nous étudions plus particulièrement la modélisation des matériaux composites à renfort fibres longues continues utilisés dans la réalisation de panneaux composites stratifiés ou sandwich stratifiés. Ces panneaux sont utilisés pour la réalisation de structures dans les industries automobile, nautique, aéronautique et spatiale (Figure 13). Rappelons aussi que les composites sont couramment employés de nos jours dans la réalisation de produits dédiés à la pratique du sport (Tennis, ski,...).
- 17. 17 Figure 13 : Les géants en composites, l’A380 et le catamaran Orange II (la structure d’Orange II est fabriquée à 100% en carbone/époxyNomex® Un grand nombre d’ouvrages portent sur la modélisation des matériaux et des structures composites, citons entre autres (Gay 1987-1997, Tsai 1985, Berthelot 1996, Herackovich 1998, Decolon 2000, Bunsell et Renard 2005). II.1 Observations de la microstructure Il convient de rappeler les échelles observables dans le domaine des matériaux composites car elles sont un guide pour développer des modélisations multi-échelles. L’échelle microscopique est liée aux dimensions et à l’arrangement des fibres dans la matrice (diamètre de fibre de l’ordre de 5µm figures 14a, 14b). L’échelle mésoscopique est liée à celle de la couche élémentaire homogénéisée (milieux orthotrope ou isotrope transverse de 0.125 à 0.4mm). Les échelles de l’épaisseur d’un panneau stratifié sont de 1mm à 2cm, pour un sandwich de 1.5cm à 20 cm et de 40 m pour la longueur d’un voilier multicoques océanique (figure 13). L’étude des matériaux composites à l’échelle microscopique est généralement réalisée au Microscope Electronique à Balayage (figures 14a, 14b). Les études des éprouvettes vierges et dégradées après essais permettent de mieux comprendre les principaux mécanismes d’endommagement et de rupture. De plus les observations permettent de vérifier la corrélation entre les micrographies et les propriétés mécaniques mesurées à l’échelle du pli élémentaire lors d’essais mécaniques. Les expertises micrographiques, peuvent également être réalisées sur des morceaux de structures réelles, afin d’avoir un retour d’expérience, sur la distribution des fibres dans la matrice et sur le taux de porosité. Les gradients thermiques lors de la phase de cuisson peuvent être à l’origine de la variation de fraction volumique de fibre dans la section. Les contraintes résiduelles sont quant à elles généralement gouvernées par la phase de retour à la température ambiante. L’optimisation du cycle de cuisson et l’influence de l’épaisseur du stratifié sur les caractéristiques mécaniques suivant la direction des fibres est abordée dans (Olivier et Cavarero 2002). L’application d’une pression durant le cycle de polymérisation répond à un double objectif. Le premier concerne le compactage des couches afin d’assurer une meilleure adhérence entre les plis. Le second objectif est de réduire les porosités qui gouvernent la chute des propriétés mécaniques. Il est clairement établi dans la littérature qu’un taux de porosité peut varier entre 0,3% et 10% et que certaines des propriétés mécaniques du pli élémentaire sont corrélativement très fortement
- 18. 18 affaiblies (Kardos et Duduckovic 1986, Olivier et al. 1995, Costa et al. 2001). Les porosités affectent gravement les modules du pli élémentaire de carbone/époxy dont le comportement est gouverné par la matrice. Ces porosités ont notamment pour origine la migration de l’eau de la matrice vers les fibres ce qui provoque des nodules à la surface de celles-ci. Généralement les porosités se développent parallèlement aux plis (Kardos et Duduckovic 1986). La méthode du pré compactage avant cuisson, éventuellement en plusieurs fois lors de composites épais, permet d’éliminer les excès de résine et ainsi de réduire les porosités. L’utilisation de cette méthode conduit à des propriétés de rupture en cisaillement améliorées. Il convient de noter cependant que le taux de restitution d’énergie, qui peut être associé aux phénomènes de propagation du délaminage, semble souffrir de ce traitement. Figure 14 : (a) Distribution des fibres dans la matrice pour un matériau UD M46J-M10, 52,5% de taux de fibre en volume. (b) Vision d’une fissure transverse aux fibres. Il convient de rappeler que les structures sandwich possèdent une grande rigidité en flexion et en torsion. L'âme de la structure sandwich résiste principalement aux contraintes de cisaillement, de traction et de compression hors plan, les peaux inférieures et supérieures supportent quant à elles les efforts dans leur plan. Des âmes en mousse sont généralement employées dans la réalisation de structures sandwich (Lascoup et al. 2006). Une plaque sandwich à peaux de carbone et âme Nomex® hexagonale
- 19. 19 Figure 15 : Structure sandwich à peaux stratifies de carbone-époxy et âme nids d’abeilles Nomex® (avantet après écrasement) II.2 Symétries élastiques Dans le cas des matériaux anisotropes, on introduit classiquement une notation de vectorielle de type Voigt pour représenter les tenseurs symétriques d'ordre deux. La notation vectorielle symétrisée de Mandel diffère des notations classiques. Elle permet de simplifier les expressions des tenseurs de comportement d’ordre 4 exprimés dans une base orthonormée directe (Gornet 1999). Lorsque le matériau est quelconque et ne présente pas de symétrie élastique, il est dit anisotrope. Un matériau anisotrope est caractérisé par 21 constantes élastiques indépendantes. Un matériau monoclinique possède un plan de symétrie. Ce matériau est décrit par 13 coefficients indépendants si le plan de symétrie est connu. Un matériau monoclinique suivant deux plans perpendiculaires est dit orthotrope. De plus, un matériau qui possède deux plans de symétries perpendiculaires possède obligatoirement le troisième et ce type de matériau est dit orthotrope. Un matériau orthotrope est caractérisé par 9 constantes élastiques indépendantes si les plans de symétries sont connus. Un matériau isotrope transverse par rapport au premier axe correspond à un matériau orthotrope dont on exprime la symétrie de révolution par rapport à cet axe. Un matériau isotrope transverse est caractérisé par 5 constantes élastiques. Un matériau isotrope correspond à un matériau orthotrope dont les symétries de révolution sont exprimées par rapport aux 3 axes d’orthotropie. Un matériau isotrope est caractérisé par 2 constantes élastiques indépendantes. II.3 Critères de rupture Pour évaluer la résistance d'une structure stratifiée, il faut disposer de critères de dimensionnement. Les critères de limites de dimensionnement en chargement monotone (Strength Criteria) ou critères de ruptures (Failure Criteria) reposent sur l'hypothèse de comportement élastique fragile des constituants de base, fibre et matrice. Les critères de rupture permettent au concepteur de structures d’obtenir une évaluation de la résistance mécanique des constituants élémentaires du composite. Les critères de rupture sont
- 20. 20 établis pour un milieu orthotrope assimilable à un pli élémentaire de matériau composite. Les critères sont exprimés en contrainte maximale, déformation maximale ou en énergie. Ils sont développés dans la base des mécanismes physiques (base d’orthotropie du pli élémentaire). Les critères sont utilisés pour définir le domaine d’élasticité ou de rupture d’un matériau orthotrope (Tsai-Hill dans Azzi et Tsai 1965, Hashin 1980,1981). La prise en compte de valeurs différentes en traction et en compression a été proposée par (Hoffman 1967) et généralisée par (Tsai-Wu 1971). Des critères de rupture sont également proposés à partir des invariants du matériau isotrope transverse (Mayes et Hansen 2004). Une des principales difficultés demeure l’obtention de valeurs réalistes pour les contraintes ultimes en compression notamment dans le sens des fibres. Généralement, le design de structures composites est réalisé à l’aide de la méthode des éléments finis et le domaine de résistance est évalué avec ces critères (méthode First ply Failure). Des approches non linéaires simplifiées consistent à poursuivre les simulations avec des plis dégradés jusqu’à la rupture (Last Ply Failure). Ces approches non- linéaires simplifiées correspondent à des modélisations simplifiées de l’endommagement des composites. « The World-Wide Failure Exercise » a regroupé des participants essayant de modéliser la rupture de matériaux composites stratifiés à partir de données expérimentales fournies. Les résultats montrent la difficulté de simuler les ruptures gouvernées par les effets non linéaires de la matrice. Différentes approches peuvent être envisagées pour modéliser les dégradations. L’homogénéisation et la mécanique de l’endommagent sont les outils incontournables pour développer des modèles prenant en compte la dégradation et les changements d’échelles. III. HOMOGENEISATION DES MILIEUX PERIODIQUES La détermination des propriétés mécaniques des matériaux composites à partir des caractéristiques mécaniques de l’échelle microscopique (fibres et matrice) est historiquement la première voie retenue. L’homogénéisation consiste à substituer un milieu fortement hétérogène par un milieu fictif homogène que l’on souhaite équivalent dans une gamme de chargements la plus large possible. Le milieu homogène équivalent se comporte alors en moyenne comme le milieu hétérogène à condition de mesurer les propriétés mécaniques sur une échelle grande devant la taille des hétérogénéités. Des approches analytiques ou numériques basées sur des techniques d’homogénéisation ont été largement développées dans la littérature (Hashin et Strikmann 1963, Adams, Doner 1967, Chamis et Sendeckyj 1968, Halpin et Tsai 1969, Christensen 1979, Hashin 1983, Knott et Herakovich, 1991, Torquato 1991, Bystrom et al. 2000). Le comportement mécanique de l’interphase fibre matrice ainsi que le nombre de défauts influence fortement les performances mécaniques du composite (Harper et al. 1987, Briançon 1995, Olivier et al. 1995, Jendli et al. 2009) et en conséquence de nombreuses études restent à réaliser à cette échelle. La simulation des propriétés
- 21. 21 mécaniques avec une prise en compte de la décohésion entre la fibre et la matrice à l’aide de modèle d’interface est présentée dans (Léné et Leguillon 1982, Monerie et al. 1998). La méthode peut également être appliquée à l’échelle de la structure (Bourgeois 2000, Buannic et Cartraud 2001). III.1 Volume élémentaire représentatif Toutes les théories d’homogénéisation nécessitent la définition d’un Volume Elémentaire Représentatif (VER). Dans le cas d’un milieu à constituants périodiques, le V.E.R correspond à la période élémentaire encore appelée cellule de base. La figure 16 représente les VER soumis à des conditions périodiques dans le cas d’un matériau composite carbone/époxy ou d’âmes nids d’abeilles Nomex®. Ces travaux ont été menés à l’aide du code Eléments Finis ABAQUS. Les 9 constantes élastiques indépendantes de la rigidité ou de la souplesse élastique du matériau sont établies à partir de 6 calculs éléments finis et de 3 combinaisons linéaires lorsque le matériau recherché est orthotrope (figure 17). Des simulations non-linéaires peuvent également être menées en attribuant un comportement élasto-plastique à la matrice. La viscosité ainsi que l’endommagement mériteraient d’être introduits pour affiner la modélisation du pli élémentaire à partir d’un VER fibre/matrice . Figure 16 : V.E.R. d’un composite unidirectionnel et de nids d’abeilles Nomex®. Ces approches ont pour objectif de décrire chaque phénomène à l’échelle la plus pertinente. Le comportement non-linéaire de la matrice peut être également être pris en compte dans les approches multi-échelles (Schieffer 2003). Ce type de recherche est actuellement en développement au travers du Programme Analyse Multi-Echelle : Recherches Innovantes pour les matériaux Composites à matrice Organique mené par l’ONERA et ses partenaires. Les approches micro-macro d’homogénéisation sont également utilisées pour modéliser les réseaux de fissures dans les matériaux composites. Ces approches ont permis de justifier les modèles d’endommagement phénoménologique développés au LMT de Cachan (Ladevèze, Lubineau, Marsal, 2001, 2002, 2003) Ces modèles d’endommagement sont développés à l’aide la théorie de la mécanique de l’endommagement (Lemaitre et Chaboche 1985, 1988, Lemaitre et al. 2010).
- 22. 22 Ces approches ont pour objectif de décrire chaque phénomène à l’échelle la plus pertinente. Le comportement non-linéaire de la matrice peut être également être pris en compte dans les approches multi-échelles (Schieffer 2003). Ce type de recherche est actuellement en développement au travers du Programme Analyse Multi-Echelle : Recherches Innovantes pour les matériaux Composites à matrice Organique mené par l’ONERA et ses partenaires. Les approches micro-macro d’homogénéisation sont également utilisées pour modéliser les réseaux de fissures dans les matériaux composites. Ces approches ont permis de justifier les modèles d’endommagement phénoménologique développés au LMT de Cachan (Ladevèze, Lubineau, Marsal, 2001, 2002, 2003) Ces modèles d’endommagement sont développés à l’aide la théorie de la mécanique de l’endommagement (Lemaitre et Chaboche 1985, 1988, Lemaitre et al. 2010). Figure 17 : Simulations EF, déformées du V.E.R. pour les chargements (E11, E12, E11 et E22) IV. MECANIQUE DE L’ENDOMMAGEMENT Dans les années 50, Katchanov (1958) a introduit la notion de variable d’endommagement pour modéliser la dégradation progressive jusqu’à rupture de métaux soumis à des chargements de fluage. Robotnov (1963) introduit la notion de contrainte effective. L’effort est alors rapporté à la section qui résiste effectivement et non à la surface géométrique. Cette correction de surface introduit naturellement la définition de la variable d’endommagement. L’endommagement permet de prendre en compte de manière homogénéisée l’influence des fissures et cavités sur les propriétés mécaniques. L’isotropie de l’endommagement est une hypothèse forte utilisée classiquement dans les métaux. Elle ne nécessite l’usage que d’une seule variable scalaire pour décrire la dégradation. Dans les années 70, Lemaitre et Chaboche ont étendu cette approche à la rupture ductile. La création d’un modèle d’endommagement dans le cadre tridimensionnel peut être couplée à des modèles de plasticité ou viscoplasticité. Les modèles de comportement sont classiquement fondés sur l’hypothèse d’un comportement local. Ils doivent respecter le premier et second principe de la thermodynamique résumé dans l’inégalité de Clausus Duhem. Le développement de modèles de comportement suivant cette démarche est appelée« méthode de l’état local ». La méthode de l’état local postule que l’état thermodynamique du
- 23. 23 matériau est complètement défini, à un instant donné, par la connaissance des valeurs des variables d’état (ou variables internes). Ces variables sont introduites pour modéliser les phénomènes physiques. Les lois d’état sont déterminées à partir du choix d’un potentiel thermodynamique exprimé en déformation (Energie Libre de Helmholtz) ou en contrainte (potentiel de Gibbs). Le choix d’un potentiel de dissipation permet quant à lui d’obtenir l’évolution des variables internes en fonction de leurs variables duales. Cette extraordinaire théorie locale de l’endommagement doit cependant être adaptée car au- delà d’un point critique les équations du modèle mathématique sont mal posées. Des méthodes de régularisation sont alors introduites pour résoudre cette difficulté. Toutes ces méthodes introduisent une ou des longueur(s) interne(s) (un volume interne) afin d’éviter que la localisation des déformations surviennent dans des zones de volume nul. Les ouvrages (Lemaitre et Chaboche 1985, Lemaitre et al. 2010, Ladevèze 1996, Simo et Hughes 1997 Besson, Cailletaud, Chaboche Forest 2001) permettent de mieux comprendre les outils et concepts dédiés au développement des modèles de comportement à variables internes ainsi que de leur mise en œuvre dans le cadre éléments finis. La mécanique de l’endommagement historiquement développée pour le métal a été étendue à un grand nombre de matériaux tels que le béton et les composites par exemple. Des développements récents ont été proposés pour modéliser les caoutchoucs avec et sans prise en compte de la boucle d’hystérésis (Cantournet et Desmorat 2003, Chagnon et al. 2004). IV.1 Méthodes de régularisation et simulation de la rupture Il est maintenant reconnu que les modèles d’endommagement locaux ne sont pas adaptés pour prédire le comportement d’un matériau jusqu’à la phase ultime de la rupture. En effet lorsque le comportement tangent du matériau n’est plus défini positif, on voit apparaître des zones dans lesquelles les déformations et l’endommagement se concentrent brusquement. D’un point de vue mathématique cela correspond à un changement de la nature des équations aux dérivées partielles associées aux équations de l’équilibre et du comportement. Pour des problèmes statiques, la localisation est caractérisée par une perte d’ellipticité des équations. En dynamique, les équations initialement hyperboliques deviennent elliptiques. La vitesse de propagation des ondes devient alors imaginaire et les déformations se concentrent sans pouvoir propager. Le caractère mathématique mal posé se traduit dans le cadre éléments finis par des phénomènes de localisation non physique des déformations et des endommagements. L’absence de longueur interne dans les modèles locaux conduit à une taille de la zone de localisation proportionnelle à cette des plus petits éléments. Les simulations numériques deviennent ainsi erronées et dépendantes du maillage. Afin de régler ces difficultés théoriques et leurs conséquences numériques, on introduit une ou plusieurs longueurs internes dans les modèles de comportement. On parle alors de méthodes de régularisation. L’état non local du matériau permet ainsi de conserver le caractère bien posé du modèle jusqu’à la phase ultime de la rupture. L’utilisation de modèles de comportement à effet de vitesse initialement proposé dans (Ladevèze 1990) est maintenant couramment employée dans le cadre de la statique (Allix et al 1998) ou de la dynamique (Allix et Deü 1997). Dans le cas
- 24. 24 des matériaux composites, des longueurs internes différentes suivant le sens des fibres ou matrice sont introduites dans les modèles via des temps caractéristiques. On peut également introduire un état non local afin d’assurer une modélisation objective jusqu’à la phase ultime de la rupture (Pijaudier-Cabot G. et Z.P. Bazant 1987). On peut aussi penser à combiner les méthodes de régularisation. L’identification de ces paramètres, longueurs ou temps caractéristiques, ajoute une difficulté supplémentaire. L’exemple d’un domaine élastique endommageable en traction monotone permet d’illustrer le phénomène de localisation observé lors de l’utilisation d’un modèle local dans le cadre éléments finis (figure 18). Dans cet exemple, la loi d’évolution de l’endommagement isotrope est pilotée linéairement par les déformations (Marigo, 1981). Ce modèle d’endommagement peut également être écrit dans le cadre de matériau standard généralisé (Cimetière et al. 2003). Ce modèle régularisé par une méthode non locale a été développée au sein du code éléments finis CasT3M (CEA). Figure 18 : Modèle local, la localisation de la rupture (rouge) est fonction du maillage. Sur la courbe F-ucorrespondante, la rupture est prématurée. La courbe Fu du modèle non local est adoucissante. La rupture brusque du modèle local correspond au pic de la courbe Force/déplacement (F-u). (Figure18). L’utilisation d’un modèle non-local avec une longueur interne égale à la taille du domaine permet d’obtenir un endommagement et une rupture uniforme sur le maillage et une courbe F-u en forme de cloche équivalente à la réponse du modèle de comportement. La force thermodynamique non locale duale de l’endommagement est calculée à partir de la méthode proposée par (Pijaudier-Cabot G. et Z.P. Bazant 1987). Cette
- 25. 25 force permet de piloter l’évolution du modèle d’endommagement (Lemaitre et al. 2010) Les simulations ont été réalisées avec des éléments linéaires et un module d’Young perturbé de 1% de manière aléatoire afin de forcer le phénomène de localisation. Dans le cas d’un module d’Young uniforme sur le maillage, la localisation peut également être observée avec un maillage très irrégulier provoquant des imperfections numériques lors de la résolution itérative du problème non linéaire. Ce modèle non-local est utilisé pour simuler le comportement de la matrice à l’échelle microscopique (figure 19). IV.2 La dégradation des peaux en carbone époxy Les endommagements qui naissent à l’intérieur des plis de carbone sont de trois types. On observe des microfissurations dans la matrice parallèlement aux fibres, des décohésions entre les fibres et la matrice et enfin la rupture des fibres (Taljera 1981, Charewicz et Daniel 1986, Lafarie-Frenot et Henaff-Gardin 1990). L’enchaînement des mécanismes de dégradations semble maintenant admis (Crossman et Wang 1982, Highsmisth et Reifsnider 1982, Taljera 1985, Herakovich et al. 1987, Renard J. et Thionnet 1994). En premier lieu, une dégradation de l’interface entre les fibres et la matrice au sein du pli est observée. Des décohésions diffuses des couches, communément appelées « délaminages » sont généralement présentes (Jamison 1986). L’enchaînement des mécanismes entre la fissuration transverse et le délaminage en pointe de micro fissure est fonction des matériaux (Ladevèze et Lubineau, 2003). Généralement la micro fissuration s’impose et induit une saturation du nombre de fissures. En conséquence une évolution rapide du délaminage apparaît (Soni et Kim 1986). Un pont entre les approches microscopiques de dégradation et l’approche mésoscopique est maintenant établi à l’aide de la méthode d’homogénéisation périodique (Kamimura 1985, Ladevèze et Lubineau, 2001, 2002,2003). Les modules affectés par la microfissuration sont les modules de cisaillement et les modules d’Young transverses. Il est essentiel de prendre en compte les spécificités des mécanismes d’endommagement observés expérimentalement dans les modèles de comportement. En conséquence, des variables d'endommagement sont introduites dans la modélisation mécanique du pli élémentaire afin de tenir compte des mécanismes de dégradation déjà évoqués. La simulation de l’endommagement et de la rupture diffuse de la matrice. Figure 19 : VER d’un M40J/M10 soumis à un chargement de traction transverse vertical. La dégradation simulée correspond à l’endommagement dit diffus dans la matrice. Simulations non-linéaires obtenues à l’aide d’un modèle d’endommagement isotrope non local dans la matrice. La rupture diffuse correspond aux zones rouges foncées (Code EF Cast3M CEA).
- 26. 26 IV.3 La dégradation des âmes nids d’abeilles Nomex® : Les âmes constituées de papier Nomex® sont fabriquées à partir de feuilles Polyamide ou Aramide encollées. C’est une marque déposée par la société Du Pont de Nemours. Expérimentalement, on constate que le flambement correspond à un accroissement très significatif de l’endommagement des âmes nids d’abeilles Nomex®. Lors des essais mécaniques de cisaillement simple, de cisaillement à double recouvrement (Zhang et Ashby 1992) ou de compression hors plan (Aminada et al. 2003), dès que la force atteint son maximum, une chute plus ou moins brutale de celle-ci est observée. Figure 20 : Comparaison essais/calculs sur les âmes Nomex® rectangulaire (nida-R 64 kg/m3 , hauteur 40 mm) et hexagonale (nida-H, 64 kg/m3 , hauteur 12,7 mm) Cette chute correspond à des plissements qui sont dus à des phénomènes de flambement des parois. Dans la littérature, un grand nombre d’articles présentent des modèles analytiques simplifiés destinés à décrire le comportement mécanique et les modes de dégradation de ces matériaux cellulaires (Gibson et Ashby 1988, Petras et Sutcliffe 2000). L’homogénéisation linéaire est utilisée pour obtenir les propriétés élastiques (Hohe et Becker 2001). Un critère de rupture linéaire est proposé dans (Gornet et al. 2010a). Un modèle de comportement intégrant la mécanique de l’endommagement est également proposé dans (Gornet et al. 2007). IV.4 Méso-modélisation de structures composites stratifiées Sandwiches Les modélisations des matériaux composites destinées aux calculs des structures sont établies à une échelle intermédiaire dite méso-échelle située entre l’échelle microscopique (fibre et matrice) et l’échelle de la structure. Les peaux stratifiées sont décrites à l'échelle méso comme un empilement de monocouches (plis) homogènes dans l'épaisseur et d'interfaces inter laminaires. Les modèles de comportement des constituants élémentaires développés à cette échelle intermédiaire sont appelés méso-modèles. Ces modélisations ont été proposées initialement par P. Ladevèze 1986.
- 27. 27 Figure 21 : Méso-modélisation des structures stratifiées Ces modèles de comportement sont établis dans le cadre de la thermodynamique des processus irréversibles (Lemaître et Chaboche 1988, Lemaitre et al. 2010). Ils ont été utilisés avec succès pour différents matériaux composites (Ladevèze et Le Dantec 1992, Allix et al. 1994, Gornet et al. 1997, Ladevèze et al. 1994, Ladevèze et al. 1998, Maire et Chaboche 1997). Le potentiel thermodynamique du pli élémentaire employé par Ladevèze et ces collaborateurs est exprimé en contrainte. Une fois le comportement mécanique des plis et interfaces élémentaires identifiés, le comportement de n'importe quel stratifié est établi à partir des propriétés de ses seuls constituants. L'interface interlaminaire est introduite pour modéliser les phénomènes de délaminage qui apparaissent au voisinage des bords ou des macro-défauts (Allix et Ladevèze 1992, Chaboche et al. 1997, Gornet et al. 1997, Allix et al. 1998). Une synthèse des travaux réalisés sur le délaminage est proposée dans (Te Tay 2003). L’identification de ce modèle est due à D. Leveque pour le matériau haut module M55J/M18 (Allix et al. 1998). Le développement du modèle d’interface dans le cas des petits chocs générant des délaminages est présenté dans (Guinard et al. 2002). La modélisation en fatigue des plis de tissus carbone/époxy est proposée dans (Payan et Hochard 2002, Hochard et al. 2006). Une première modélisation du modèle d’interface interlaminaire soumise à des chargements quasi-statique et de fatigue est proposée dans (Gornet L., Ijaz H 2010). Les modèles sont de type élasto-plastique endommageable à écrouissage isotrope (Ladevèze 1986). La modélisation des boucles d’hystérésis à l’aide d’un modèle de plasticité à écrouissage cinématique a été initialement proposée par (C. Linhone 1996). Des modèles nommés ONERA Damage Models (ODM) initialement développés pour des matériaux céramique/ céramiques (Sic/Sic) ont été généralisés pour des composites à matrice thermoplastique et thermodurcissable (Laurin et al 2007). Dans ces modèles, les déformations résiduelles imputables à la non-refermeture des fissures sont calculées à partir de l’endommagement. Dans le cas tridimensionnel il est cependant nécessaire d’introduire un tenseur d’endommagement d’ordre 4 supplémentaire afin de tenir compte du comportement unilatéral. Ce tenseur permet d’assurer la continuité de la contrainte lorsque l’on passe de l’état de traction à celui de compression (Chaboche 1992). Cette approche a également été démontrée et employée par (Halm et Dragon 1996, Dragon et Halm 1998). Les potentiels thermodynamiques employés dans les modèles ODM sont exprimés en déformation. Cette approche est plus facilement mise en œuvre dans le cadre éléments finis, même si les conditions unilatérales compliquent les algorithmes. Enfin comme le montrent les micrographies de la figure 14, les gradients de propriétés mécaniques peuvent être pris en compte à l’aide de démarchesprobabilistes
- 28. 28 aussi bien pour les peauxstratifiées que pour les âmes Nomex (Gornet et al. 2006, 2010, Heimbs 2009). Dans nos travaux les plus récents, le potentiel d’état du pli élémentaire est l’énergie libre d’Helmholtz exprimée en déformation (Gornet et al. 2006, Marguet et al. 2007). Les déformations résiduelles sont prises en compte au travers d’un modèle de plasticité ou de viscoplasticité. Le modèle de comportement développé intègre également des effets de vitesse attribué à la matrice. Cet effet a été introduit initialement dans (Coutellier et Rozycki 2000, A.F. Johnson et al. 2001). La dérivée de Green- Naghdi est utilisée afin d’assurer l’objectivité de la loi de comportement ou principe d’indifférencematérielle. La simulation d’un tissu verre/époxy stratifié [±45]sen traction conduit à une réponse en cisaillement des plis. La prise en en compte des effets de vitesse est présentée sur la figure 11. La modélisation de la dégradation des âmes Nomex® est présentée dans (Gornet et al. 2007). Ces matériaux sont peu sensibles aux effets de vitesse (figure 21). Figure 21 : Influence de la vitesse de déformation sur la réponse de tissus verre/époxy - cisaillement [±45] s La réponse d’un bras de catamaran soumis à un impact frontal de vague est étudiée à l’aide du code ABAQUS. Les peaux composites sandwiches sont maillées avec les éléments coques S4R. Les modèles de comportement sont ceux déjà évoqués. Le modèle numérique fait intervenir un total de 165000 degrés de liberté. Pour la partie de fluide en contact avec la structure (demie vague), la formulation ALE est employée. La vague est représentée sous la forme d’une tranche de fonction sinus de longueur d’onde 25 m et d’amplitude crête à crête 3,5 m. Cette taille correspond à un état de la mer de type « mer forte ». Le contact entre la vague et la peau extérieure du bras de catamaran est supposé être sans frottement. Les conséquences d’un impact à 40 nœuds, prédites par simulation numérique, sont évaluées sur le bras et ses cloisons. L’état d’endommagement de la structure sandwich 6,7 ms après l’impact de la vague. Contrairement à un impact à basse vitesse (2 m/s) (figure 22), la structure est très fortement endommagée par un impact à 40 nœuds et sa tenue à la mer fortement compromise (figure 23).
- 29. 29 Figure 22 : Basse vitesse. Endommagement en cisaillement des peaux verre/époxy et modélisation EF de l’eau (équation d’état de Mie-Grüneisen) Figure 23 : Haute vitesse. Endommagement des peaux verre/époxy et de l’âme Nomex®
- 30. 30 L’usage des matériaux composites ne cesse de croître dans différents domaines : automobile, naval, pétrolier, aéronautique et aérospatial. En effet, ces matériaux présentent de nombreux avantages : Importantes rigidités et résistances spécifiques afin de concevoir des structures hautes performances tout en réalisant des gains de masse par rapport aux solutions métalliques précédentes. Faible sensibilité à la fatigue. Faible sensibilité à la corrosion. Possibilité de réaliser des structures de formes complexes « one shot » réduisant ainsi les coûts d’assemblages. Possibilité de dimensionner les structures « au juste besoin » avec des propriétés élevées uniquement dans les axes de chargement. Possibilité de fabriquer des matériaux avec des propriétés particulières (coefficient de Poisson négatif, dilatation quasi-nulle…). Toutefois, un certain nombre de désavantages sont associés aux matériaux composites : Coût important du passage matériau métallique à matériau composite, prenant en compte le coût matériau (des constituants) et le coût associé au procédé de fabrication. Dispersion matériau plus importante que les matériaux métalliques induisant un surcoût des campagnes de qualification matériau due aux nombres de répétitions d’essais imposées. Forte sensibilité aux singularités géométriques (de type trou, entaille…) constituant des maillons faibles au sein de la structure. Faible tenue à l’impact pour les stratifiés d’unidirectionnels ou de tissés 2D, ce qui constitue en revanche l’atout majeur des tissés 3D. Sensibilité à l’environnement des matrices organiques entraînant une perte de propriétés mécaniques notables après vieillissement thermique ou hydrique … Faible conductivité électrique des composites à matrice organique, ce qui constitue un problème important pour la résistance aux impacts de foudres des fuselages composites. Dans ce document j’ai souhaité souligner plusieurs développements importants dans le domaine de la modélisation du comportement non élastique des matériaux et des structures composites. Ce domaine a connu des progrès remarquables au cours des 40 dernières années, et un certain degré de maturité a été atteint. Les nouveaux défis sont liés à la généralisation de l’utilisation des composites, dans des environnements de plus en plus sévères (mécaniques (impact) et thermiques) avec des architectures complexes (tissages 3D à partir de mèches de fibres).