
Recommandé
Contenu connexe
Tendances
Tendances (20)
Similaire à Les composites
Similaire à Les composites (20)
Dernier
Dernier (8)
Les composites
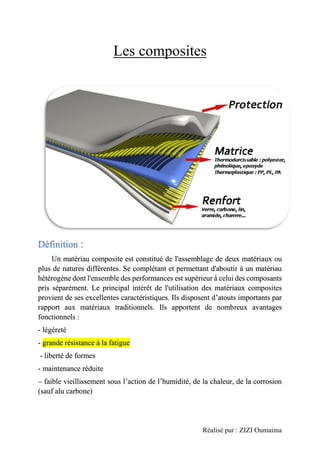
- 1. Réalisé par : ZIZI Oumaima Les composites Définition : Un matériau composite est constitué de l'assemblage de deux matériaux ou plus de natures différentes. Se complétant et permettant d'aboutir à un matériau hétérogène dont l'ensemble des performances est supérieur à celui des composants pris séparément. Le principal intérêt de l'utilisation des matériaux composites provient de ses excellentes caractéristiques. Ils disposent d’atouts importants par rapport aux matériaux traditionnels. Ils apportent de nombreux avantages fonctionnels : - légèreté - grande résistance à la fatigue - liberté de formes - maintenance réduite – faible vieillissement sous l’action de l’humidité, de la chaleur, de la corrosion (sauf alu carbone)
- 2. Réalisé par : ZIZI Oumaima - insensibles aux produits chimiques sauf les décapants de peinture qui attaquent les résines. - Une bonne isolation électrique. Leur faible taux d'utilisation vient de leur coût Il s’agit de deux types des composites : • Composites à grande diffusion : Les matériaux composites à grande diffusion offrent des avantages essentiels, qui sont : optimisation des coûts par diminution des prix de revient, sa composition de polyester avec des fibres de verre longues ou courtes (sous forme de mat ou tissu) et la simplicité du principe d’élaboration du matériaux (moulage par contact, SMC et injection). • Haute performance : ce type est utilisé dans le domaine de l’aéronautique où le besoin d’une grande performance déduite des hautes valeurs ajoutées, et composé des fibres longues, le taux de renfort est supérieur à 50%. Ces composites sont élaborés par les procédures suivantes : - drapage autoclave, enroulement filamentaire, RTM. - beaucoup de procédés encore manuels. - CMM, CMC Constituants des composites : Renforts : Ce sont des fibres qui sert à augmenter la résistance mécanique à la traction et la rigidité des matériaux composites, c’est eux qui donnent les caractéristiques du matériau composite, ils peuvent être des formes commerciales suivantes : Rowing : fils, mèches etc. Tissus : Composés par des fils croisés Mat Ils sont vendus en forme de bobine de fils ou fils tissés En effet les rowings sont plus résistants que les mats alors que les mats sont plus épais. (C’est pour seulement les fibres de verre ou pour toute sorte de fibre ?)
- 3. Réalisé par : ZIZI Oumaima Matrice : Comme une enveloppe qui lie les renforts et qui a plusieurs rôles : • Elle répartie les efforts • Elle assure la protection chimique des fibres Elles sont vendues en forme liquide ou granulé Figure 1:différents types des renforts Figure 2: Caractéristiques de qq renforts
- 4. Réalisé par : ZIZI Oumaima On appelle toute matrice organique : une résine, Elle peut être sous forme de : • Résine thermodurcissable : Qui est mise en forme et polymérise sous a forme souhaitée • Résine thermoplastique : Qui est mise en forme aussi par chauffage et durcissent en refroidissement Charges : c’est une substance inerte, organique (comme de fibre et de poudres de cellulose, farine de bois), minérale (carbonates de calcium), Les charges sont des éléments rajoutés au composite pour améliorer ses propriétés mécaniques, Figure 3 : Types de matrices Figure 4 : caractéristique des matrices
- 5. Réalisé par : ZIZI Oumaima électriques, thermiques ou esthétiques. Les charges peuvent être rajoutées simplement dans le but de diminuer le coût de la matière première. Additifs : Les additifs sont des éléments chimiques qui sont ajoutés pour durcir, protéger où colorer le composite. Les additifs sont rajoutés dans des proportions inférieures à 3%. Dans le composite on utilise les catalyseurs, les accélérateurs, les agents de démoulage, les anti-retraits, les ignifugeants, les fongicides…. etc. Figure 5 : Charges sous forme de substance Figure 6 : Additifs en forme d'argile
- 6. Réalisé par : ZIZI Oumaima Interface : En plus de ces fibres et la matrice, il faut rajouter : une interface qui assure la compatibilité renfort/matrice, qui transmet les contraintes de l’un à l’autre sans déplacement relatif. Bonne adhérence en couche fine. Architecture des matériaux composites : L’architecture dépend de la distribution des fibres dans le matériau, on peut avoir une distribution continue des fibres ou bien discontinue etc…, comme on peut avoir un matériau monocouche ou plusieurs couches qu’on appelle stratifié. Monocouche : Dans cette couche, on peut trouver différents types de fibres : fibres continus, fibres tissés, fibres mats…. Stratifié : Un ensemble de couches successives qu’on appelle « Plis »
- 7. Réalisé par : ZIZI Oumaima Sandwich : Est constitué de deux peaux ou semelles de grande rigidité et de faible épaisseur avec un corps ou une âme qui est plus épais mais moins rigide, ce matériau possède une grande rigidité à la flexion et généralement plus léger, et un excellent isolant thermique. Par exemple :
- 8. Réalisé par : ZIZI Oumaima
- 9. Réalisé par : ZIZI Oumaima
- 10. Réalisé par : ZIZI Oumaima Méthodes de fabrication : Il y a des méthodes en communs entre la fabrication des matières plastiques et la fabrication des composites comme l’injection, dans l’autre côté il y a des méthodes qui sont spécifiques pour les composites comme le moulage à contact, la projection simultanée, la pultrusion etc. Nous allons détailler chaque procédé de fabrication tout seul, Moulage à contact : -Par ce procédé, on peut avoir des pièces de différentes formes avec une faible cadence (de 1000 à 10000 pièces) – Les étapes de ce procédé sont comme suit : ➢ L’application de l’agent de démoulage ➢ L’application du gel Coat (surface de gel), une résine thermodurcissable (généralement la résine polyester chargée qui est utilisée pour augmenter la finition et protéger la surface visible du matériau, la quantité de gel Coat dépend de l’épaisseur désirée et la charge appliquée dépend de la fonction de gel Coat désirée ) ➢ L’application de voile de surface pour diminuer les traces des fibres ➢ L’application du mat pour augmenter la qualité de la surface ➢ L’application du stratifié qui est sous forme d’étages de résine et de fibre sous forme de tissus ou mats avec l’application de l’opération de l’ébullage ou le débullage qui consiste à éliminer les bulles de gaz -Normalement il faut qu’il y aura un contact direct entre la résine et le gel coat au temps de gel de la résine de gelcoat pour avoir un bon collage des deux résines)-
- 11. Réalisé par : ZIZI Oumaima Parmi les avantages de ce procédé : ➢ Faible cout d’outillages ➢ Produire des grandes pièces ➢ Faible temps de mise en production ➢ L’existence d’une face lisse éventuellement gelcoatée Parmi les inconvénients : ➢ Cout dépend de la main d’œuvre ➢ Tolérance large ➢ Dégagement de styrène ➢ Seulement pour les produits à petite cadence Le moule utilisé peut-être : ➢ En bois ou contre-plaqué ➢ En aluminium ou en acier ➢ En époxyde ou en polyester Exemple d’application : ➢ Des cabinets de toilettes ➢ Des piscines ➢ Des bateaux de plaisance Moulage par projection simultanée :
- 12. Réalisé par : ZIZI Oumaima Ce type de moulage consiste à projeter simultanément de la résine catalysée et de stratifié coupé dans un moule tout en débullant le mélange Les propriétés qu’il faut prendre en considération : ➢ Une main d’œuvre qualifiée ➢ Un bon drainage ➢ Un contrôle difficile des épaisseurs ➢ Un cout de production ➢ Facilité de moulage des grandes pièces
- 13. Réalisé par : ZIZI Oumaima Le drainage : Le drainage est une opération qui consiste à transformer une matière première imprégnée à une pièce finie. Il consiste à découper les prés imprégnés aux dimensions souhaités et à les déposer (draper) sur la surface du moule. L’application de drainage sont les pièces structurelles à grandes qualité et performantes dans l’aéronautique, le spatial, et d’autres utilisations, tel que les dérives et ailes d’avions, les éléments de fuselage et des pales et élément d’hélicoptère.
- 14. Réalisé par : ZIZI Oumaima
- 15. Réalisé par : ZIZI Oumaima Le moulage par compression à froid : On utilise des moules fermés et une presse, dans ce genre des moulages on a besoin plus de mains d’œuvre qualifiée, la fermeture consiste à répartir la résine d’une manière homogène aux renforts, l’exemple ci-dessous est un exemple concret du moulage par compression à froid La pression est relativement basse, ce qui permet de diminuer le cout de l’outillage par rapport au moulage à chaud, mais la cadence n’est pas trop élevée, elle est moyenne entre 1000 et 10000 , ils sont utilisés pour fabriquer des pièces de faibles épaisseurs de forme plane ou voisine de celle d’une boite, des bottes en caoutchouc sont fait par moulage par compression. Enroulement filamentaire : Technologie pour les HP. Le principe consiste en un enroulement sous tension sur un mandrin tournant autour de son axe de fibres continues préalablement imprégnées d’un liant, les types des bobinages sont comme suit :
- 16. Réalisé par : ZIZI Oumaima On fabrique des pièces en révolution, comme des tubes.
- 17. Réalisé par : ZIZI Oumaima Malgré que cette méthode soit peu utilisé, mais elle demeure la meilleure méthode de fabrication des matières composites, c’est pour fabriquer des tubes et des profilés, comme ce qui est montré ci-dessous
- 18. Réalisé par : ZIZI Oumaima Moulage des composites liquides : Dans ce sens, on utilise de la résine liquide avec des renforts en tissu ou en préforme , il y a : ➢ Le moulage par transfert de résine (RTM) ➢ Le moulage par transfert de résine à vide (VARTM) Elle consiste à mettre des préformes des renforts dans un moule et le fermer puis injecter de la résine. Il s’agit de faible pression d’où le cout d’outillage dépend de la taille de la pièce, si on ajoute du vide après mettre les renforts et avant injecter la résine, on parle de VARTM Parmi les avantages de ce procédé : ➢ Variété de type d’orientation ➢ Basse pression ➢ Bas investissement ➢ Pièces larges et complexes
- 19. Réalisé par : ZIZI Oumaima Parmi ces inconvénients : ➢ La préparation des renforts ou de préforme ➢ La cadence dépend du matériau du moule ➢ Cycle à améliorer Parmi ses applications : ➢ Sport et loisir : cadre de vélo ➢ Transport : siège, porte, pare-chocs ➢ Matériau agricole : capotage, ailes Il y a encore d’autres procédé parmi eux : Le moulage à haute température est un procédé ou on utilise un moule fermé à haute température et à haute pression, Son avantage est qu’on a des courts cycles de production et donc on obtient des pièces de grandes séries à cause de l’utilisation des demi-produits.