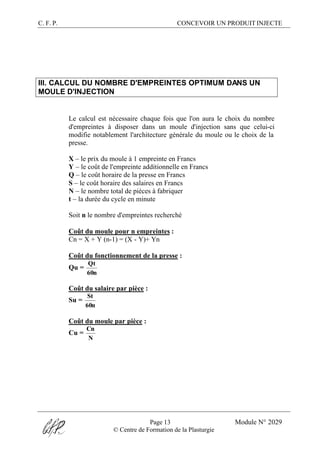
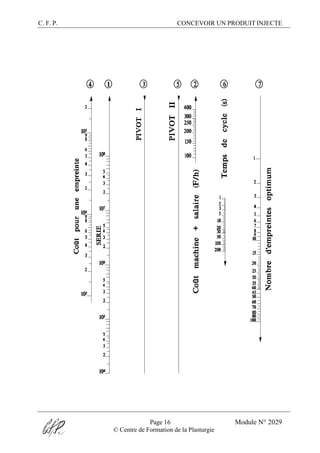
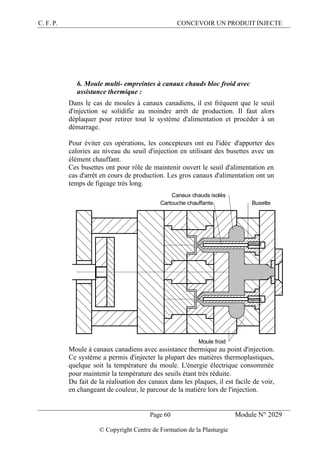
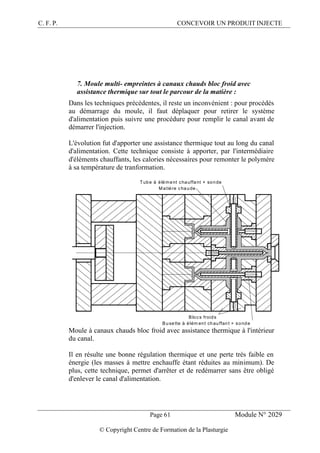
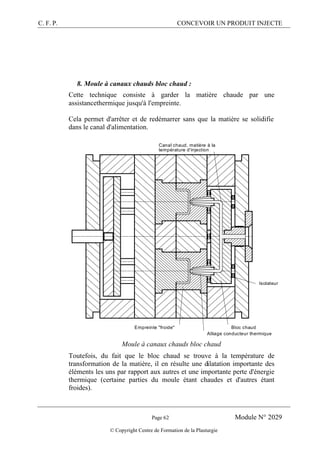
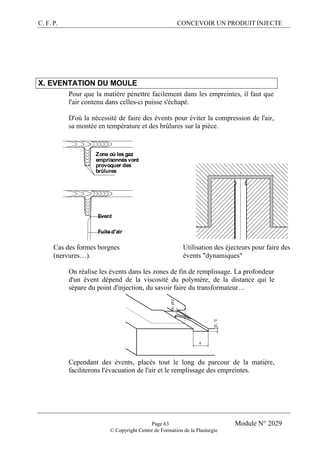
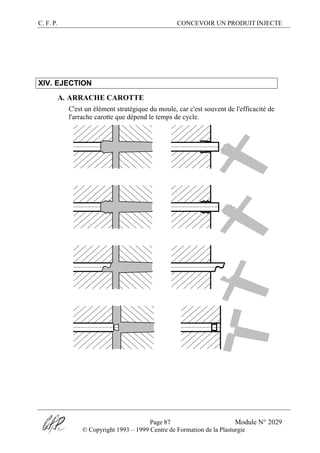
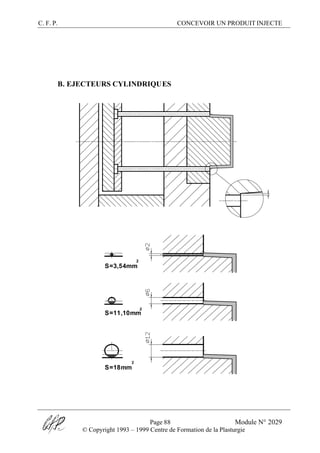
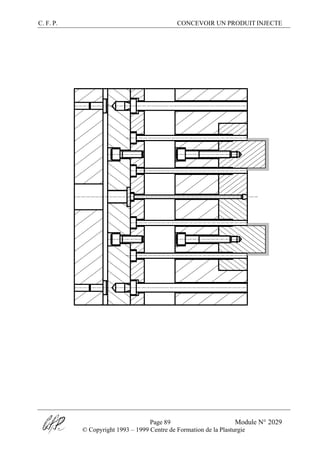
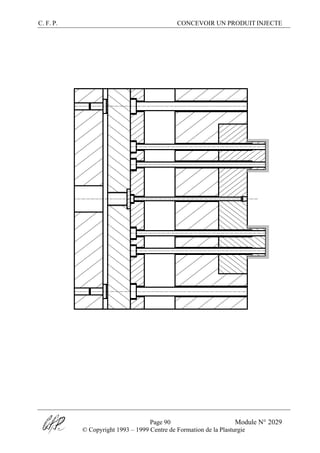
Le document traite de la conception de moules pour l'injection plastique, décrivant la méthodologie et les facteurs influençant la conception, tels que la forme, le poids, et la cadence de production. Il explique les étapes de l'étude du moule, les éléments à prendre en compte pour optimiser le coût et l'efficacité, ainsi que les différentes fonctions que doit remplir un moule. Pour terminer, il fournit des conseils sur le choix des matériaux et des techniques adaptées aux spécificités de chaque projet.