Téléchargé 678 fois




















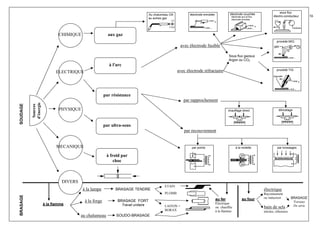













Ce document traite des applications et des caractéristiques de la construction métallique, y compris son utilisation dans les bâtiments, les ponts et les structures porteuses. Il examine les avantages et inconvénients par rapport aux constructions en béton, les propriétés des aciers utilisés, ainsi que les normes et sections standardisées. Il met également en évidence les facteurs influençant les caractéristiques mécaniques des aciers et les différents types de profilés disponibles sur le marché.









![Etude d'un tablier de pont mixte ferroviaire [A TELECHARGER]](https://cdn.slidesharecdn.com/ss_thumbnails/etudeduntablierdepontmixteferroviaire-170905143955-thumbnail.jpg?width=640&height=640&fit=bounds)





























![MODULE 06 [Autosaved].pptx](https://cdn.slidesharecdn.com/ss_thumbnails/module06autosaved-231213111419-fba6aaae-thumbnail.jpg?width=640&height=640&fit=bounds)

















