Télécharger pour lire hors ligne





![CATIA V5 FAO FRAISAGE 2.5 AXES 7
L. LEVREL FAOFRCATIA.DOC
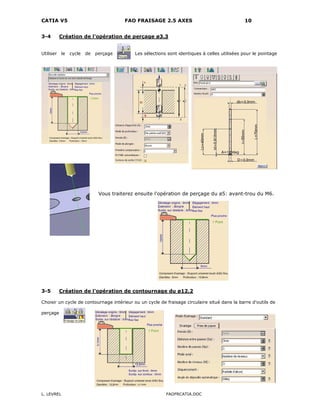
3.13 Calculer et vérifier l'usinage en simulation.
Le calcul et la vérification s’obtiennent avec le bouton d’animation de trajet d’outils.
L'opération de surfaçage sera résolue après avoir visualisé l'usinage virtuel ou après avoir "calculer le
trajet outil"
3-2 Création de l'opération de contournage intérieur (trou oblong)
Toute création dans l'arbre se fait sous la branche active (couleur orange). Sélectionner l'opération de
surfaçage.1 puis cliquer sur l'icône de contournage
1 – face supérieure du support
2 – contour du trou oblong.
Possibilité d'utiliser le bouton droit de la souris en cli-
quant sur [ ] pour modifier le type de sélection.
La flèche "Guide 1" doit être dirigée vers l'intérieur et
utiliser la propagation pour fermer le contour.
1
2](https://image.slidesharecdn.com/faofraisagecatia-160605104539/85/Fao-fraisage-catia-7-320.jpg)






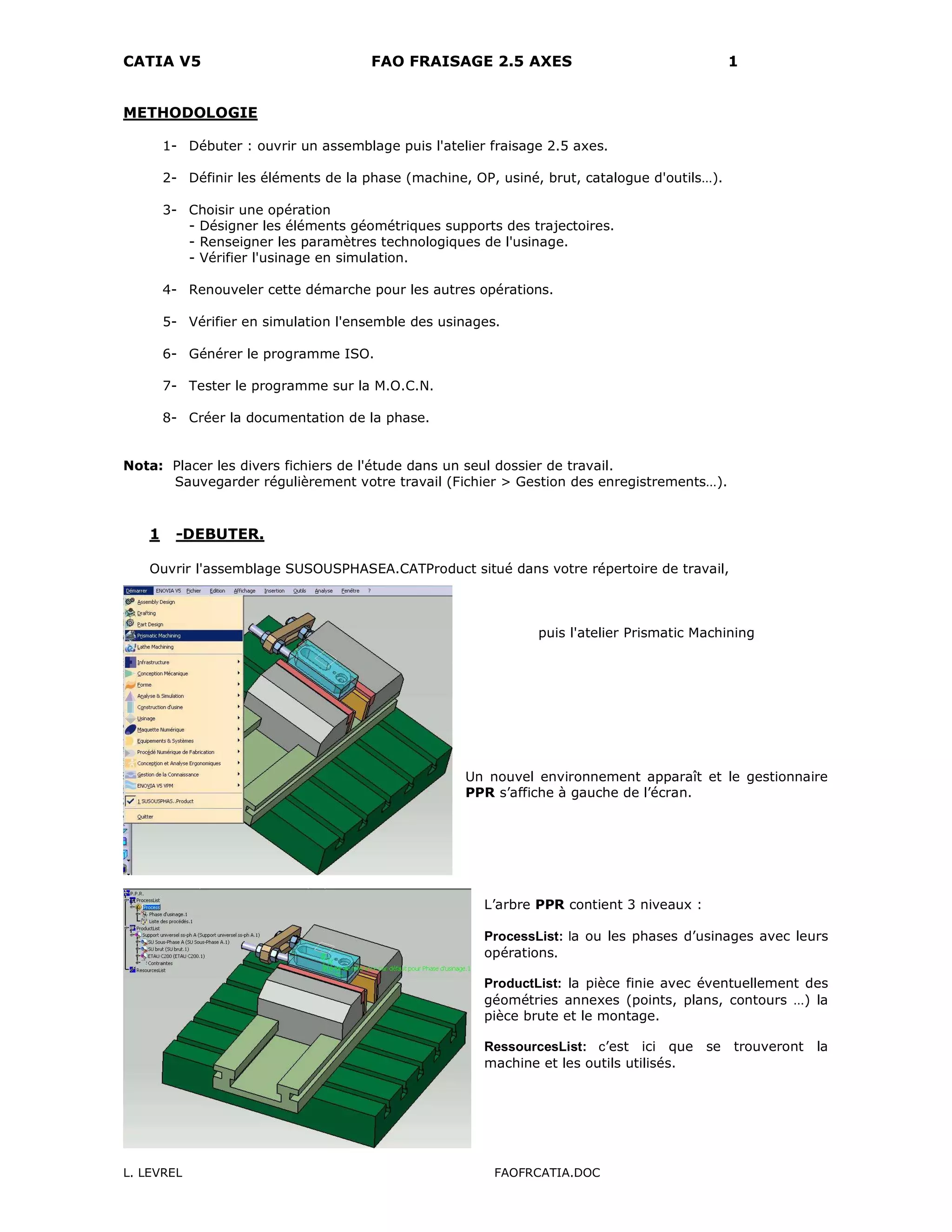
Ce document décrit la méthodologie pour réaliser un fraisage 2.5 axes avec CATIA V5, en détaillant les étapes de démarrage, de définition des éléments, de choix des opérations d'usinage, et de vérification en simulation. Il explique comment sélectionner les géométries, définir les paramètres technologiques, et générer le programme ISO à partir des opérations effectuées. Enfin, des recommandations pour la sauvegarde régulière des travaux et l'organisation des fichiers sont également fournies.





































