Télécharger pour lire hors ligne

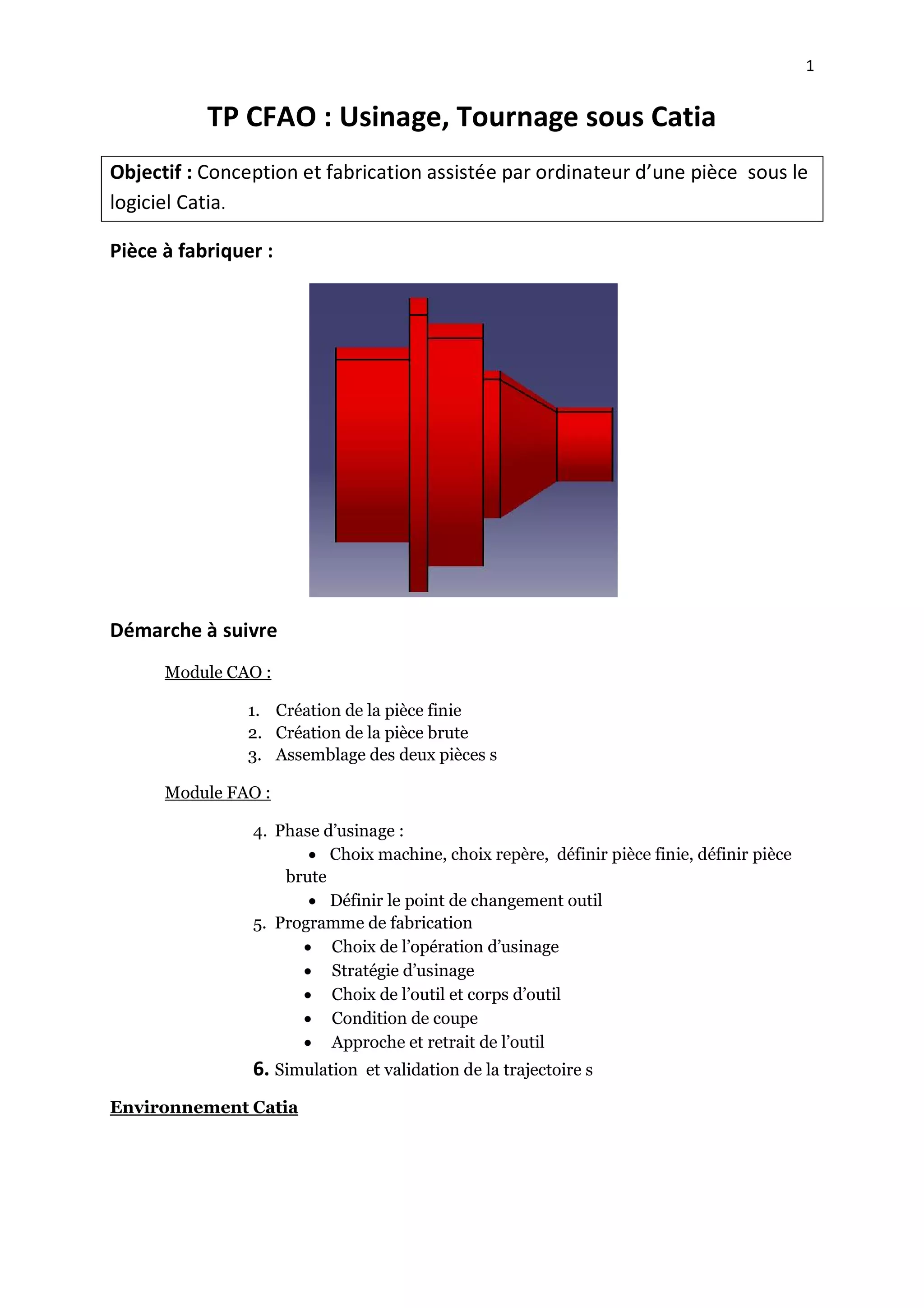

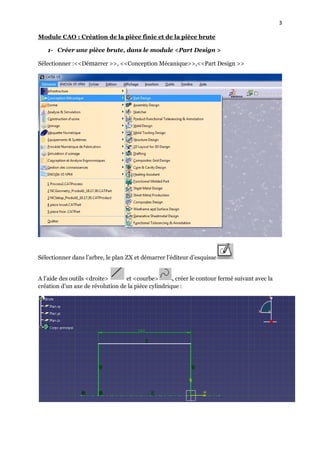

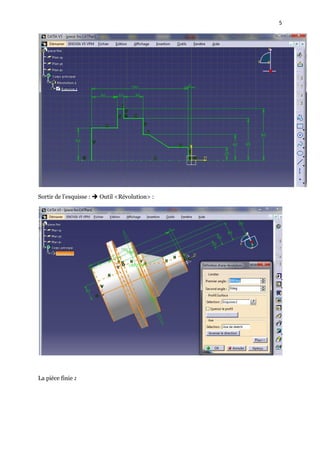

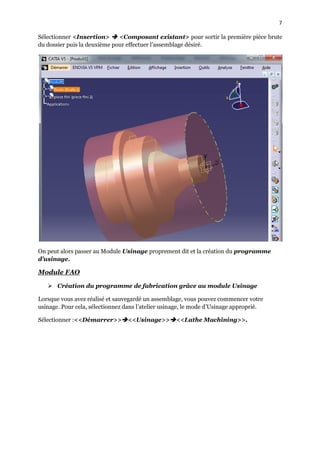





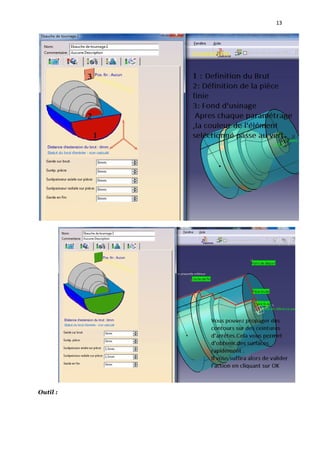



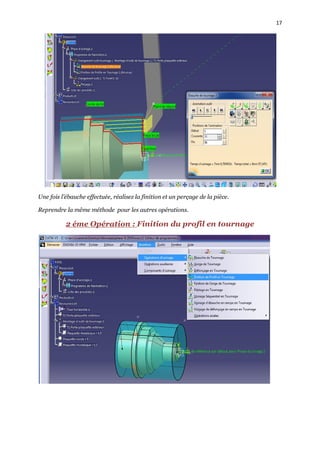
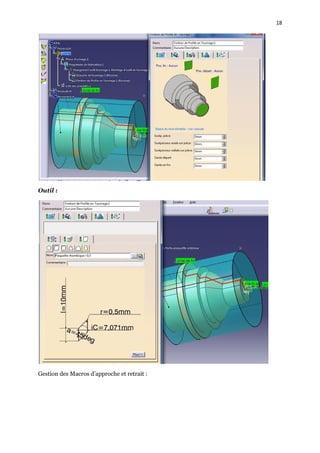
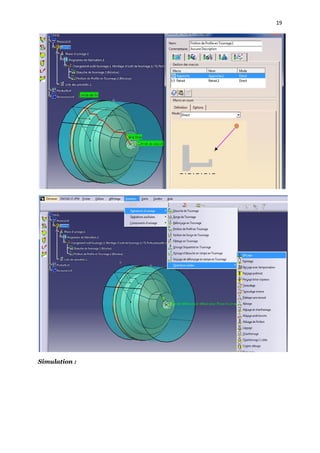
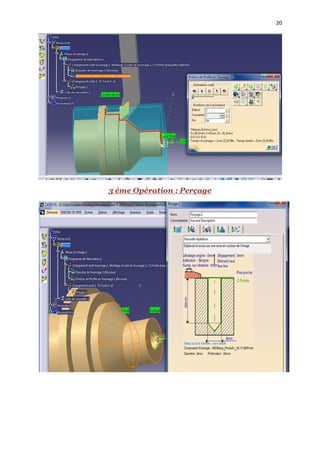


Le document décrit le processus de conception et de fabrication assistée par ordinateur d'une pièce à l'aide du logiciel Catia, en détaillant les étapes de création des pièces brutes et finies ainsi que l'assemblage. Il explique également les phases d'usinage, y compris le choix de machines, les stratégies d'usinage et la simulation des trajectoires. Enfin, il aborde la création d'un programme de fabrication et les différentes opérations d'usinage à réaliser.



























