

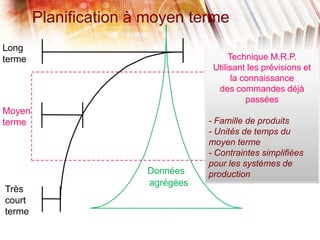
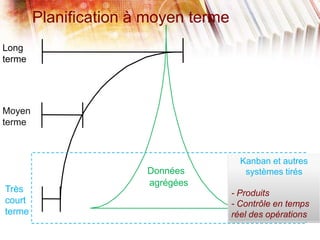
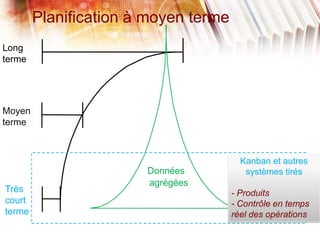
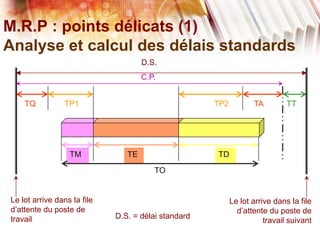
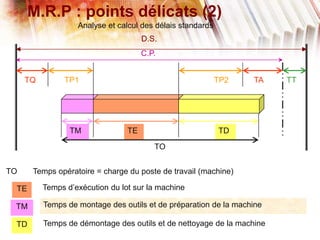
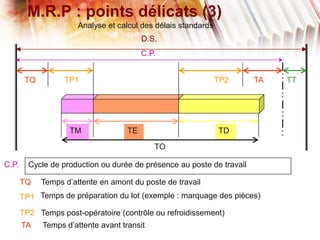
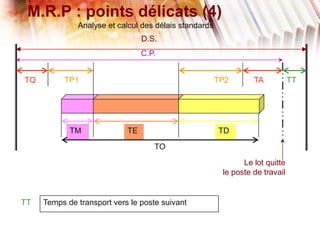
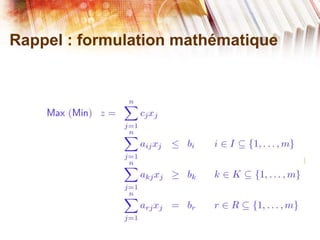
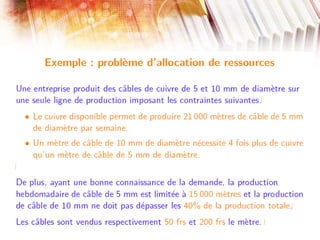
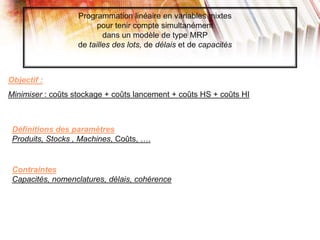
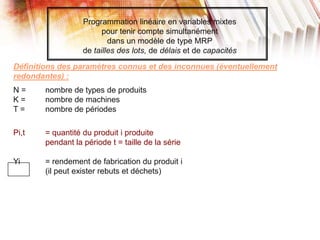

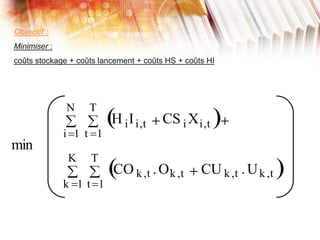
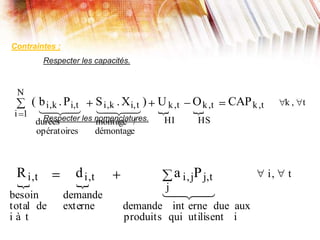
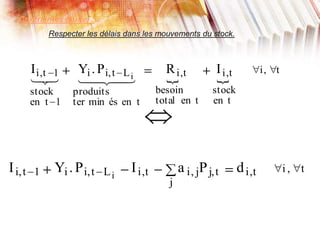
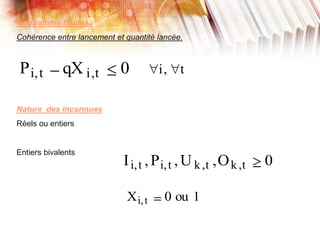

Le document traite de la planification de la production MRP II, en abordant la gestion des données agrégées, les délais standards et les difficultés liées à l'optimisation des processus. Il présente également la programmation linéaire comme méthode pour minimiser les coûts et respecter les contraintes relatives aux capacités de production et aux délais. Enfin, des définitions des paramètres, des contraintes et une étude de cas illustrent l'application de ces concepts dans un modèle MRP.


































































![bien comprendre l'Ordonnancement-Armetta[1].pdf](https://cdn.slidesharecdn.com/ss_thumbnails/ordonnancement-armetta1-240117112815-6fd3600b-thumbnail.jpg?width=640&height=640&fit=bounds)
































