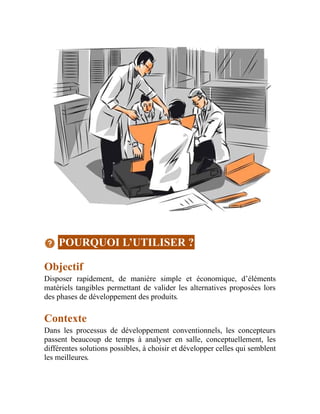
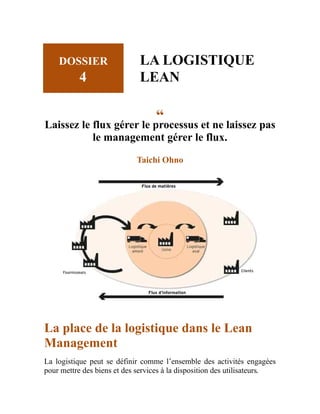
Le document présente une exploration approfondie des méthodes lean, qui trouvent leurs origines dans le système de production Toyota, mettant l'accent sur l'élimination des gaspillages et l'amélioration continue. Cette deuxième édition actualise les concepts, enrichit les applications et introduit des outils variés pour faciliter leur compréhension et mise en œuvre. L'ouvrage souligne l'importance du travail collectif et du changement culturel dans la transformation organisationnelle.


















































![OUTIL
11
L’animation
des performances
à intervalles courts
(AIC)
“
Si tu ne peux pas le mesurer, […] tu ne peux
pas le gérer. Si tu ne peux pas le gérer, tu ne
peux pas l’améliorer.
Harrington
En quelques mots
L’animation des performances à intervalles courts
(AIC) permet à chaque collaborateur de contribuer à
l’atteinte des objectifs de son secteur :
• par le choix d’indicateurs pertinents, mesurant la
sécurité, la qualité, le coût, le délai, la motivation
et le respect de l’environnement ;
• par des rituels d’animation (réunions proches du
terrain), où l’analyse des écarts constatés se traduit
par l’engagement d’actions d’amélioration.](https://image.slidesharecdn.com/la-boite-a-outils-du-lean-2e-ed-220627093059-bddee4a3/85/la-boite-a-outils-du-lean-2e-ed-pdf-77-320.jpg)







































































![OUTIL
31
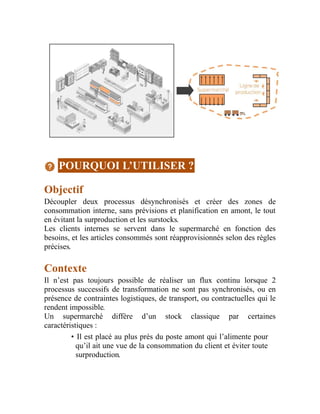
Le supermarché
“
Dès lors que deux opérations consécutives
distinctes ne se font pas au même rythme […], le
stock doit y remédier.
Robert Guihéneuf
En quelques mots
Le concept de supermarché a été ramené des États-
Unis au Japon et appliqué à l’usine par Taiichi Ohno
en 1956 : il s’agit, comme dans un magasin en libre-
service, de mettre à disposition du client le produit
dont il a besoin, quand il en a besoin et dans la
quantité requise.
Seules les quantités sorties du supermarché sont
ensuite réapprovisionnées, en fonction de la
consommation réelle : c’est le principe du flux tiré.
UN CONCEPT POPULAIRE TRANSPOSÉ À L’USINE](https://image.slidesharecdn.com/la-boite-a-outils-du-lean-2e-ed-220627093059-bddee4a3/85/la-boite-a-outils-du-lean-2e-ed-pdf-179-320.jpg)

![OUTIL
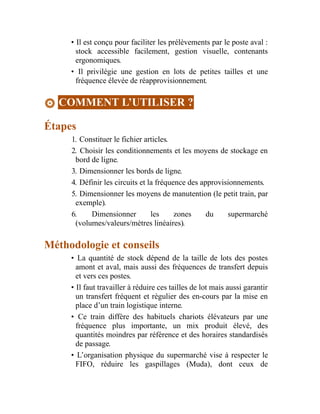
33
La boîte
de construction
de lots et le lanceur
“
…faire la queue c’est très simple : il suffit de
rejoindre l’arrière d’une file […] et attendre son
tour.
Aurélie Rodrigues
En quelques mots
La boîte de construction de lots sert à regrouper les
cartes Kanban qui proviennent de la boîte de
nivellement, pour former des lots, au cas où le
lancement pièce par pièce n’est pas possible. Une fois
constitués, les lots sont envoyés sur le lanceur.
Le lanceur positionne les cartes Kanban au poste de
travail dans l’ordre de fabrication demandé.
L’opérateur doit donc fabriquer les produits en
suivant la séquence indiquée, sans regroupement.
L’avance ou le retard sont visualisés par la quantité
de cartes sur le lanceur.](https://image.slidesharecdn.com/la-boite-a-outils-du-lean-2e-ed-220627093059-bddee4a3/85/la-boite-a-outils-du-lean-2e-ed-pdf-187-320.jpg)

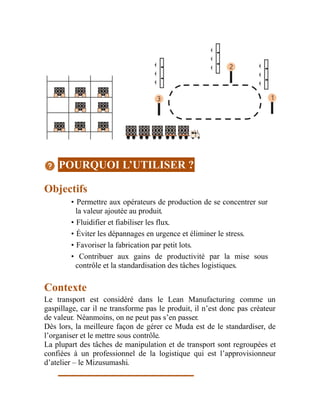
![OUTIL
34
Le Mizusumashi
“
Les wagons filent en silence - Parmi ces sites
apaisés […]
Paul Verlaine
En résumé
Mizusumashi signifie « araignée d’eau » en
japonais. C’est une image pour caractériser
l’approvisionneur de ligne, qui se déplace dans
l’atelier suivant des cycles réguliers pour transporter
vers les postes de travail les composants nécessaires.
Il est également chargé de la collecte des produits
finis et gère aussi le flux d’information (les cartes
Kanban, par exemple).
Le Mizusumashi est le plus souvent un opérateur du
service logistique. Il fait le lien entre l’atelier de
production et le magasin. Son travail est standardisé
et il joue un rôle important dans le système Juste à
Temps.
LE GESTIONNAIRE DES FLUX DANS L’ATELIER](https://image.slidesharecdn.com/la-boite-a-outils-du-lean-2e-ed-220627093059-bddee4a3/85/la-boite-a-outils-du-lean-2e-ed-pdf-191-320.jpg)





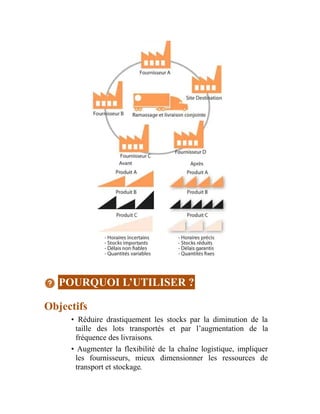
![OUTIL
36
La tournée du laitier
“
…les laitiers sont sur les routes […] tous les
jours, et par tous les temps.
Damien Solassol
En quelques mots
La tournée du laitier consiste à organiser un circuit
standard passant à intervalles réguliers entre
plusieurs fournisseurs pour collecter des composants
et les livrer sur les sites utilisateurs.
En principe, ce système est dédié aux fournisseurs se
situant dans une même zone géographique, dont les
produits sont regroupés dans les mêmes camions.
Mais sous certaines conditions, il peut être appliqué
sur de longues distances.
ACCÉLÉRER ET FLUIDIFIER LA LOGISTIQUE EXTERNE](https://image.slidesharecdn.com/la-boite-a-outils-du-lean-2e-ed-220627093059-bddee4a3/85/la-boite-a-outils-du-lean-2e-ed-pdf-199-320.jpg)





![OUTIL
38
Le Kitting
“
Le kitting est normalement un Muda, mais,
[…] il peut être considéré aussi comme une
valeur ajoutée car il améliore le travail de
l’assembleur.
Alper Corakci
En quelques mots
Le Kitting est un mode d’approvisionnement qui
consiste à livrer au point d’assemblage un « kit » de
pièces spécifiques pour un modèle donné.
Le « kit » est préparé en amont par les opérateurs
logistiques et livré en bord de ligne au rythme des
fabrications, en FIFO, suivant le Takt Time. Si le
volume des kits est important, ils seront livrés en flux
synchrone (voir outil no
35).
UN ENSEMBLE DE PIÈCES PRÊTES À MONTER](https://image.slidesharecdn.com/la-boite-a-outils-du-lean-2e-ed-220627093059-bddee4a3/85/la-boite-a-outils-du-lean-2e-ed-pdf-207-320.jpg)



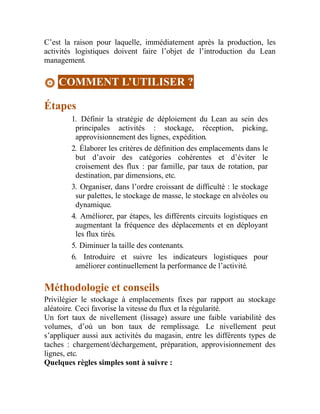
![OUTIL
39
L’ordonnancement
en flux séquentiels
(OFS)
“
Tout travail […] répétitif suppose l’ambition
d’être toujours meilleur.
Bernard Pivot
En quelques mots
L’ordonnancement en flux séquentiels consiste à
créer des cycles répétitifs de production, en général à
l’échelle de la semaine : même séquence de produits,
mêmes horaires et mêmes quantités pour les
références les plus fréquemment vendues.
La stabilité obtenue a pour but d’optimiser
l’organisation et les ressources associées tout en
améliorant la sérénité du personnel.
OUTIL D’OPTIMISATION DES FLUX DANS LES INDUSTRIES
DE PROCESS](https://image.slidesharecdn.com/la-boite-a-outils-du-lean-2e-ed-220627093059-bddee4a3/85/la-boite-a-outils-du-lean-2e-ed-pdf-211-320.jpg)



























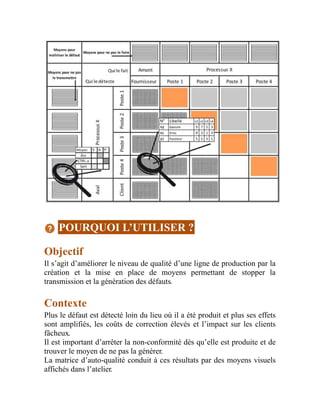
![OUTIL
47
L’ANDON
“
L’ANDON a du sens dans une situation où
[…] la préoccupation de distinguer le normal de
l’anormal est présente dans chaque cycle de
travail.
Michael Ballé
En quelques mots
L’ANDON est un panneau d’affichage lumineux
indiquant l’état de la production à un moment donné,
par rapport aux objectifs. C’est aussi un système de
signalisation des anomalies, déclenché par les
opérateurs eux-mêmes lorsqu’ils rencontrent une
anomalie, un défaut ou une difficulté.
L’objectif immédiat est de faire intervenir le plus tôt
possible la maîtrise ou le personnel support pour
apporter un remède, faute de quoi la ligne s’arrête à
la fin du cycle en cours. L’objectif final est
d’éradiquer le problème en éliminant la cause racine.
UN SYSTÈME VISUEL DE SIGNALISATION DES INCIDENTS](https://image.slidesharecdn.com/la-boite-a-outils-du-lean-2e-ed-220627093059-bddee4a3/85/la-boite-a-outils-du-lean-2e-ed-pdf-252-320.jpg)