Télécharger en tant que PDF, PPTX

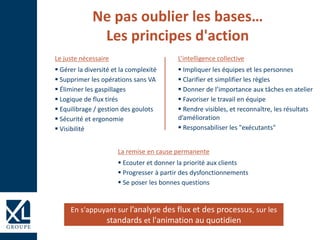



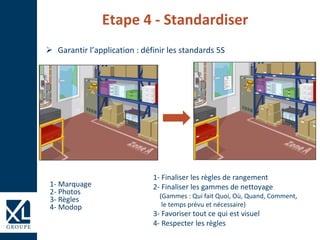

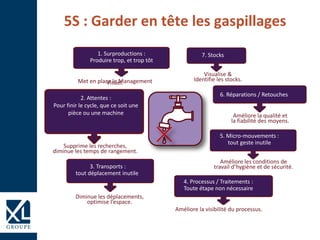
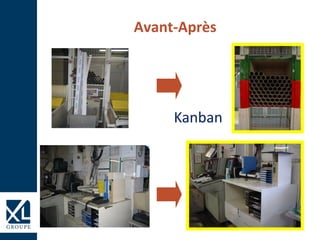
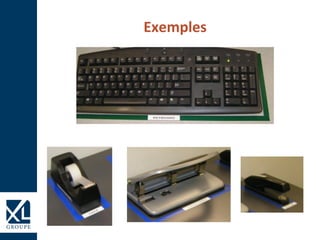
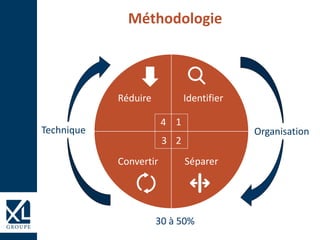
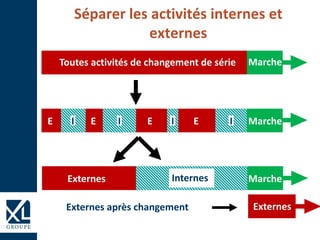
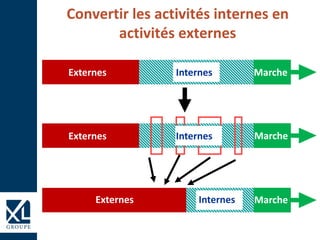
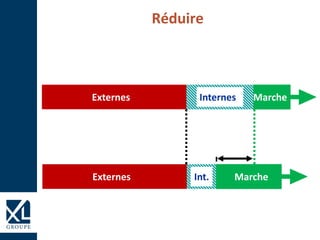
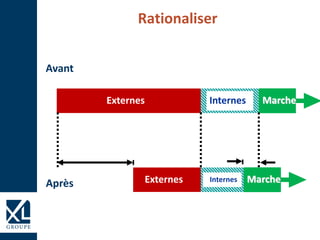
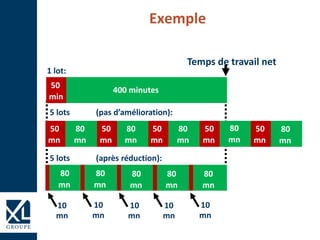

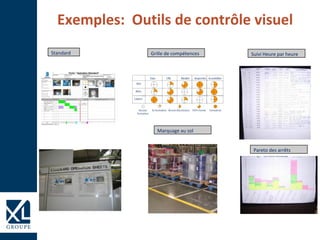

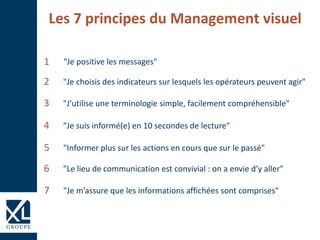

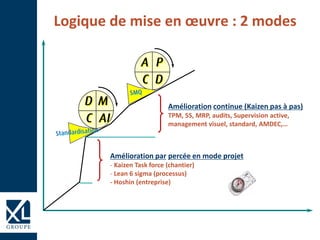
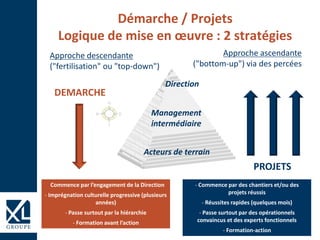
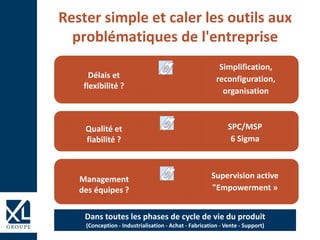
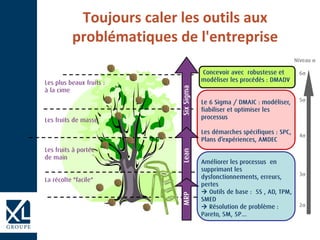
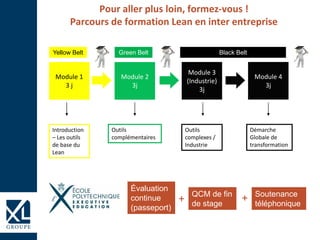


Le document présente les outils Lean d'amélioration du poste de travail, animés par des experts en conseil et formation. Il souligne l'importance d'une démarche collaborative et d'une éducation au Lean pour réussir les transformations opérationnelles. Des méthodes comme les 5S, le pilotage de la performance et le management visuel sont détaillées pour optimiser les flux et réduire les gaspillages.







































































































