Téléchargé 150 fois



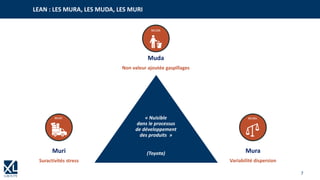
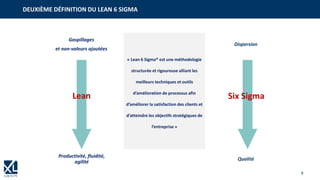
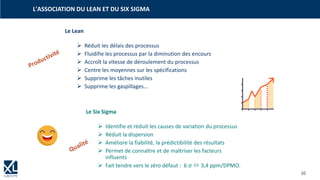



La web-conférence aborde l'approche Lean Six Sigma comme une méthodologie d'amélioration des processus axée sur la satisfaction client et l'optimisation des performances. Elle combine des outils Lean pour réduire les gaspillages et des techniques Six Sigma pour diminuer la variabilité et améliorer la qualité. Les intervenants soulignent l'importance de l'engagement des dirigeants et de la formation des équipes pour réussir cette transformation.


























![Exposé+5 s..[1]](https://cdn.slidesharecdn.com/ss_thumbnails/expos5s-150116182951-conversion-gate02-thumbnail.jpg?width=640&height=640&fit=bounds)























































