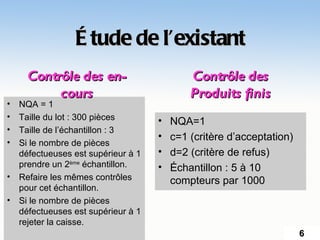
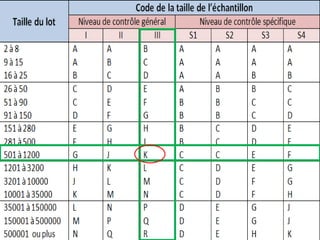
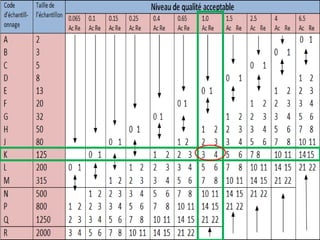
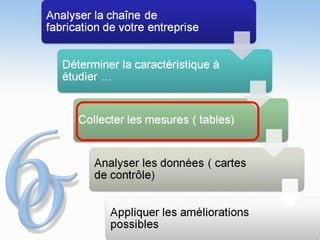
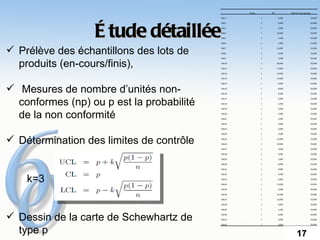
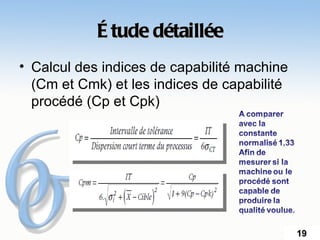
Le document présente une étude de cas sur l'application de la maîtrise statistique des procédés (MSP) à l'École Nationale des Sciences Appliquées de Fès. Il analyse les critères d'acceptation et de refus pour le contrôle qualité, propose de nouvelles méthodes de détermination des échantillons, et conclut que les processus actuels sont hors de contrôle et nécessitent des améliorations. Des outils comme le logigramme et le diagramme d'Ishikawa sont suggérés pour optimiser les processus.