Télécharger en tant que PPSX, PPTX


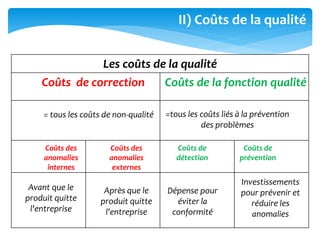
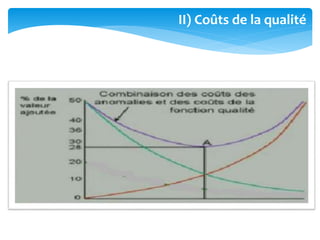












Le document traite des concepts de qualité en management, incluant des définitions, un historique et les enjeux associés. Il présente des outils et méthodes liés à la gestion de la qualité, comme le taylorisme, le fordisme et le toyotisme, ainsi que des normes ISO pertinentes. Enfin, il aborde les coûts de la qualité et les techniques d'optimisation et d'amélioration continue.