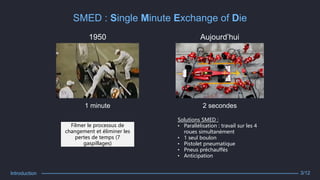
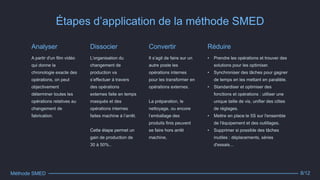
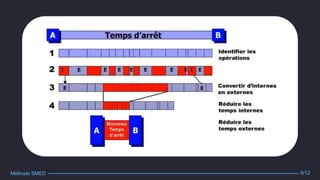
Ce document présente la méthode SMED (Single Minute Exchange of Die), une technique visant à réduire le temps de changement de série en maintenance pour améliorer la productivité et réduire les coûts. Des exemples concrets démontrent son efficacité, notamment dans des entreprises ayant diminué leurs temps de maintenance de manière significative. La mise en œuvre de la méthode nécessite une approche graduelle et un suivi pour assurer son succès.













































![cours raspberry [Enregistrement automatique].pptx](https://cdn.slidesharecdn.com/ss_thumbnails/coursraspberryenregistrementautomatique-260206145736-b1015531-thumbnail.jpg?width=640&height=640&fit=bounds)