1. Contexte du projet :
‘‘Améliorer le taux de disponibilité par l’optimisation au laminoir du site
NADOR’’
Le taux de disponibilité:
La disponibilité opérationnelle d'un équipement ou d'un système est une mesure de performance qu'on obtient en
divisant la durée durant laquelle l’équipement ou le système est opérationnel par la durée totale durant laquelle on aurait
souhaité qu'il le soit. On exprime classiquement ce ratio sous forme de pourcentage, le taux de disponibilité est défini par
le rapport suivant :
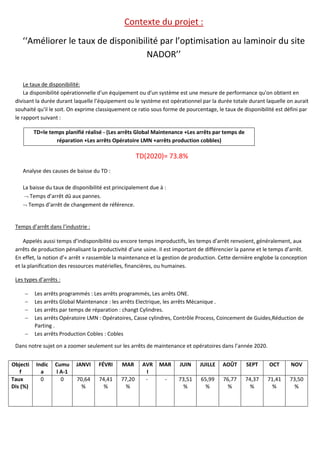
TD=le temps planifié réalisé - (Les arrêts Global Maintenance +Les arrêts par temps de
réparation +Les arrêts Opératoire LMN +arrêts production cobbles)
TD(2020)= 73.8%
Analyse des causes de baisse du TD :
La baisse du taux de disponibilité est principalement due à :
Temps d’arrêt dû aux pannes.
Temps d’arrêt de changement de référence.
Temps d’arrêt dans l’industrie :
Appelés aussi temps d’indisponibilité ou encore temps improductifs, les temps d’arrêt renvoient, généralement, aux
arrêts de production pénalisant la productivité d’une usine. Il est important de différencier la panne et le temps d’arrêt.
En effet, la notion d’« arrêt » rassemble la maintenance et la gestion de production. Cette dernière englobe la conception
et la planification des ressources matérielles, financières, ou humaines.
Les types d’arrêts :
− Les arrêts programmés : Les arrêts programmés, Les arrêts ONE.
− Les arrêts Global Maintenance : les arrêts Electrique, les arrêts Mécanique .
− Les arrêts par temps de réparation : changt Cylindres.
− Les arrêts Opératoire LMN : Opératoires, Casse cylindres, Contrôle Process, Coincement de Guides,Réduction de
Parting .
− Les arrêts Production Cobles : Cobles
Dans notre sujet on a zoomer seulement sur les arrêts de maintenance et opératoires dans l’année 2020.
Objecti
f
Indic
a
Cumu
l A-1
JANVI FÉVRI MAR AVR
I
MAR JUIN JUILLE AOÛT SEPT OCT NOV
Taux
Dis (%)
0 0 70,64
%
74,41
%
77,20
%
- - 73,51
%
65,99
%
76,77
%
74,37
%
71,41
%
73,50
%
2. Démarche et méthodologie de travail :
I. Choix de la méthode :
DMAIC est une méthode d’amélioration continue qui est apparue avec les grandes industries américaines dans les
années 80.
La démarche DMAIC est actuellement le système de management qui se développe le plus vite dans l’industrie. En se
centrant sur une méthodologie de résolution de problème et d'optimisation des processus, cette méthode permet
d'économiser des millions de dollars dans les sociétés qui ont appliqué la démarche ces dix dernières années. C’est une
méthode de performance qui vise à assurer le zéro défaut pour chacun des processus de l'entreprise. Ce zéro défaut est
atteint en identifiant les processus vitaux de l'entreprise afin d'en augmenter la rentabilité et la satisfaction du client.
L'entreprise est capable d'obtenir de meilleurs résultats, en appliquant la démarche DMAIC, tout en se conformant aux
contraintes qu'elle subit, ainsi qu'aux nouvelles exigences (du marché, du client, des technologies...) et aux
dysfonctionnements qu'elle repérera et analysera pour pouvoir progresser. De plus, cette amélioration des performances
permet de conformer les produits aux spécifications et aux exigences clients afin de garantir une satisfaction maximale,
mais également de réduire les temps de production, les délais et les coûts généraux. Pour garantir la qualité et l'efficacité
d'un processus, il faut tenter de déterminer à l'avance tous les écarts et les risques possibles qui altéreraient la bonne
conduite du processus.
Pour bien réussir notre projet on va suivre quelques étapes
➢ ETAPE : Définir
L’étape D de la démarche DMAIC est une phase d’une importance cruciale car elle permet de bien cerner et comprendre
la problématique. Pour cela une base de données de la production obtenue par l’entreprise est indispensable comme
point de départ pour pouvoir identifier la problématique. Une sélection d'outils utilisés pour cette première étape de la
méthode DMAIC
1. Définition de la problématique
Afin de mieux suivre le projet en toute dans son intégralité, il a été nécessaire de bien délimiter la problématique avant
d’entamer toute autre action. Pour ce faire, un QQOQCP (Qui ? Quoi ? Ou ? Quand ? Comment ? Pourquoi ?) a été
réalisé, ce qui nous a permis, sur toutes les dimensions du problème, de cerner le périmètre et les acteurs majeurs et
essentiels du projet ainsi de rendre le problème factuel et exhaustive en termes de description.
La méthode QQOQCP adopte une démarche d’analyse critique constructive basée sur le questionnement systématique
75,65% 73,46% 70,64% 74,41% 77,20% 73,51% 65,99%
76,77% 74,37% 71,41% 73,50%
0,00%
10,00%
20,00%
30,00%
40,00%
50,00%
60,00%
70,00%
80,00%
90,00%
Taux De Disponibilité
Taux Disponibilité (%) Indicateur (%)
3. QQOQCP :
Cadrer le problème
Rechercher et partager les enjeux
Données d’entrée : Problématique
générale
Optimiser le taux de disponibilité de la production
Dans le secteur laminage
Qui ?
Qui est concerné par le problème ?
Directs :
Usine Sonasid
Indirects :
Centre de production
Quoi ?
C’est quoi le problème ?
Baisse du taux de disponibilité
Augmentation des temps des arrêts
Ou ?
Ou apparait le problème ?
Train de laminage
Quand ?
Quand le problème a-t-il été découvert ?
Année 2020
Comment ?
Comment mesurer le problème et ses
solutions ?
Identifier les causes possibles des arrêts et agir sur ces
causes
Pourquoi ?
Pourquoi résoudre ce problème ?
Minimiser les temps d’arrêts
2. Le processus de production :
Le processus de la production au sein du SONASID :
Les tirets suivants vont expliquer nous décrit le processus de la production au sein de la SONASID :
− L’entrée des billettes dans un four à 1200 C° à l’aide d’un convoyeur à rouleaux afin de les échauffer pour environ
1h30min et faciliter leur laminage.
− Défournement de la billette à l’aide de la barre pouceuse.
− Placement de la billette sur la veine (soie la veine 1 ou veine 2).
− Laminage de la billette dans un train dégrossisseur composé de 7 cages, chacune a pour mission la transformation
des billettes en une forme bien précise afin de réduire sa section.
− Passage du fil par un train intermédiaire composé de 8 cages pour la même mission que celle du train
dégrossisseur.
− La cisaille ébouteuse sert à ébouter le fil et couper son bout avant et celui d’arrière pour éviter le cobble.
− Passage du fil par un train finisseur de 10 cages pour avoir un fil d’une section bien définie.
− Refroidissement suffisant du fil par des boites à eaux.
− La mise en spire des fils qui passent par un convoyeur qui contient 5 ventilateurs, jusqu’à l’arrivée à un mandrin
qui les transforment en bobines qui seront transférées par un chariot de transfert afin d’être élevées par un
crochet CTI.
− La prise d’un échantillon de chaque 15 couronne pour le contrôle de la qualité du fil.
4. − Compacter et ligaturer les couronnes par une machine spécialisée appelée compacteuse , puis le pesage et
étiquetage de ces couronnes.
− Stockage et commercialisation du fil sous forme de couronnes ou barres selon les commandes des clients.
3. Gestion des risques :
Le risque est un aléa, un événement indésirable dont l'apparition n'est pas certaine, ayant pour conséquence la
possibilité que le projet n'aboutisse pas conformément aux spécifications (techniques, qualité, performance, fiabilité, ...)
Pour s’assurer que le projet restera toujours atteignable, et qu’un éventuel risque ne bloquera pas l’avancement du
projet, nous avons effectué l’étude des risques suivante :
a. Établir l'inventaire des risques
b. Évaluer les risques
c. Proposer des solutions
a. Inventaire des risques :
L’inventaire des risques constitue la première étape de cette analyse, le but de cette phase est de recenser l’ensemble
des risques probables (humains, financiers, organisationnels ou technologiques). Après une analyse du scénario de notre
projet, nous avons pu prévoir l’ensemble des risques probables suivants :
• Manque de données ;
• Données erronées ;
• Manque de disponibilités des membres de l’équipe ;
• Perte de motivation ;
• Durée insuffisante du projet ;
• Non adaptation à la nouvelle situation.
b. Évaluer les risques :
La deuxième étape permet d’évaluer l’impact de chaque risque sur le déroulement de notre projet, en calculant la
criticité de chaque risque :
La criticité des risques est calculée par la formule suivante :
Criticité = Probabilité * Gravité
➢ La probabilité d’occurrence est la possibilité d’apparition du risque, on lui attribue 4 valeurs comme suit :
Probabilit
é
Signification
1 Très faible probabilité
2 Faible probabilité
3 Possible
4 Probable
➢ La gravité du risque est un paramètre qui caractérise les conséquences du risque sur le déroulement du projet, on
lui affecte 4 valeurs :
Gravité Signification
1 Faible
2 Moyenne
3 Élevée
4 Très élevée
5. 4. Brainstorming :
Un Brainstorming réalisé avec l’équipe Méthodes nous a permis de tracer le tableau suivant qui récapitule les différents
risques du projet avec leur pondération :
Famille de risques Risques Impact
Probabili
té
Gravité
Criticité
Documentation Donnée Qualité des données remise en cause 3 3 9
Délais Durée
insuffisante du
projet
Retard d’avancement du projet
Non-respect du planning
3 4 1
2
Management et
moyens humains
internes
Manque de
disponibilités des
membres de
l’équipe
Analyses incomplètes car point
de vue des partenaires manquants
Entrave au succès du projet
4 4 1
6
Documentation Manque de
données
Retard d’avancement du projet 2 3 6
Mangement et
moyens humains
internes
Perte de
motivation
Absence / abandon
Non implication – Perte de la
dynamique du groupe
3 3 9
Management et
moyens humains
Non adaptation
à la nouvelle
situation
Non réalisation des actions
d’amélioration
Création des conflits
Entrave au succès du projet
4 4 1
6
c. Proposer des solutions :
Le tableau ci-dessous représente l’ensemble des actions préventives pouvant être mises en place pour éviter les risques
prévisibles, la mise à jour du tableau est effectuée au fur et à mesure de l’avancement du projet.
Risques Actions Préventives Responsable
Données erronées Valider les données par une
vérification avec les
responsables
Fatima Zahra EL GAIRI
Durée insuffisante du projet Effectuer une bonne
planification du projet
Renforcer le travail en cas de
problème
Fatima Zahra EL GAIRI
Manque de disponibilités
des membres de l’équipe
Réserver des créneaux
réguliers avec les membres de
l’équipe
Équipe projet
Manque de données Collecter les données sur le
terrain
Fatima Zahra EL GAIRI
Perte de motivation Garder le même esprit de
motivation en changeant la
routine
Célébrer la clôture du Projet
Équipe projet
6. Définir Mesurer Analyser Innover Contrôler
Non adaptation à la nouvelle
situation
Sensibiliser et former les
assembleurs
Informer le personnel et
expliquer les finalités du projet
Fatima Zahra EL GAIRI
5. La Charte du projet :
La charte de projet est un document qui définit et autorise formellement un projet. L'objectif de la Charte de projet est
de :
✓Définir le projet.
✓ Déterminer les acteurs du projet et leurs responsabilités.
✓ Fournir un planning prévisionnel du projet. L’importance de ce document réside dan
L’engagement de chaque membre du projet à porter le projet avec succès à son terme.
Date de création de la charte de projet Date de clôture de la charte de projet
18-02-2021 18-06-2021
Objectif du projet
L’objectif de ce projet est augmenter le taux de disponibilité dans les services laminage et outillages et assurer une
planification optimisée à la situation actuelle et ceci afin de réduire le maximum possible le temps des arrêts.
Planning du projet :
Rôle Fonction Prénom Nom Signature
Equipe
de
projet
Responsable
Production
Hicham KANDIL
Stagiaire Ingénieur Fatima Zahra El GAIRI
Nom du projet :
1 semaine
Optimisation du taux de disponibilité dans le centre de production
4 Semaines
3 Semaines 4 semaines
3 Semaines
Charte de Projet
7. Cette étape « Définir », consiste à connaître les différents équipements qui ont entraînés un arrêt de la ligne de
production dans le secteur laminage durant l’année 2020.
Diagnostic de l’existant
Introduction : cette étape est consacré à l’application des méthodes définies précédemment, on va tout d’abords définir
les arrêts rencontrés pendant le fonctionnement des machines, puis appliquer la méthode PARETO et AMDEC pour
déterminer les machines les plus critiques à fin de trouver des solutions.
➢ ETAPE 2 : MESURER
L’étape Mesurer la performance du processus : Collecter les données représentatives, mesurer la performance,
identifier les zones de progrès. Choix des variables qui doivent être analyser. Evaluation de la performance actuelle et de
sa variation (tendance, cycle...). Il s'agit d'identifier les impacts significatifs de la variation du processus, les écarts, sur les
paramètres critiques de la qualité identifiés en préalable de cette étape. L’outil utilisé généralement dans cette phase est
le Pareto.
"Si on peut mesurer on peut corriger."
1. .Analyse des arrêts fréquents dans le secteur Lamnoire :
a) Arrêts Opératoires :
• Changement de guides :
a. Guides Statiques :
*Guides dont les inserts est usés et espacés, le produit déborde de la passe et cause des cobbles à
l’entrée de la cage.
*Les guides statique de sortie de la cage s’usent et le produit perd sont alignement et rate les goulottes
des cages.
b. Les guides de torsion RTD :
*leurs galets internes s’usent et perd le réglage de torsion.
*leurs nez d’entrée se desserrent et causent les cobbles par dégagement de RTD par BAV.
* les roulements des galets coniques du RTD se détériorent par l’infiltration d’eau et les galets se
coincement et donnent une mauvaise torsion du produit =Cobble
c. Les guides RE :
*Les roulements des galets se détériorent causent un coincement de galets alors ces galets se cassent ou
se s’usent et causent des queues de poisson qui dégagent les guides de sortie
« Ces galets coincent par manque de lubrification d’huile ou de refroidissement d’eau »
d. Les guides du TF et RP :
*Les guides statiques du TF s’usent et causent des Cobbles ou leurs ressort d’union des deux demi – insert
du guide se desserrent par vibration du fil au moment de laminage.
*les guides statique du RP s’usent par frottement ou mauvais alignement et causent des cobbles.
• Desserrage de supports de guides :
*Serrage des vis de maintien des brides des supports de guides
*serrage des brides des RTD et RE
*Serrage des goujons de maintien des brides de sommiers
*mise des poids sur les goulottes
8. *contrôle refroidissement des passes par alignement des rampes de refroidissement par rapport à la passe et
contrôle débit d’eau.
• Les tubes courbes de RP Tête de Pose :
*Les tubes courbés d’entrée et Sortie RP Tête de pose s’usent par frottement ou manque de refroidissement et
causent des cobbles .
*Un mauvais axe de laminage sur TD ou TI cause des Cobbles.
*un mauvais alignement des guides E et S des 4 RP causent des Cobbles.
*Un mauvais alignement des collecteurs Zone neutre causent des Cobbles
NB : les collecteurs se déforment par mauvais refroidissement à cause de la calamine qui s y’entassent à
l’intérieur.
*Les insert des goulottes de BAE et Zone neutre s’usent par frottementou mauvais alignement et causent des
Cobbles .
• Les spires se coincent sur les cones de la cuve et causent des arrêts de la veine.
• Bout arrière étiré tout au long du stelmor et cause le déraillement du cone et arrête la veine
b) Les arrêts mécaniques fréquents :
• Usure des lames de CEC .
• Usure des lames de CED et cisaille verticale .
• Problème du niveau du rouleau extracteur
• Problème d’ouverture et fermeture des portes du four
• Problème d’éclatement des flexibles de séparation d’empoise des cylindres des cages 1 à 15.
• Mélange d’huile et d’eau sur SL2.
• Déclenchement du système de lubrification des guides et empoises des cages 1à 15 (système air huile 5)
• Déclenchement du système air huile 3 de lubrification des guides des TF.
• Usure des tubes spiraux de TP qui donne une mauvais formation des spires en sortie TP ,et qui donne aussi des
cobbles par rupture du produit après passage de quelques spires
• Alarme de lubrification des réducteurs des cages 1à 15
• Déclenchement des pompes d’eau direct et indirect.
• Rupture des chaines d’entrainement des rouleaux du stelmor
• Problème du non engagement des rouleaux de persuation des boucleurs
• Problème du bout avant tordu a l entrée du bouc leur
• Problème des cisailles portatives PETIG
c) Les arrêts électriques fréquents :
• Déclenchement du drive des cages 1à15 et des TP et RP
• Problème des HMD (en panne, ou sale par calamine)
• Perturbation du cycle du four
• Perturbation du cycle de chargement
• Déclenchement des réchauffeurs de fuel du four
• Disfonctionnement des cameras entre four et cuve stelmor
• Déclenchement des moteurs des cages par problème d isolement
• Déclenchement des cisailles d’eboutages CEC -CED et instantanées
9. • Déclenchement des trains finisseurs par basse pression d eau ou d huile
• Déclenchement des palans et chariots des ponts roulants
• Déclenchements des moteurs des sections du stelmor
• Problème des stations de rotation et des palettes à la chambre de reformation
• Problème de la table d’eboutage et des culbiteurs
• Problème des compacteuses
2. Méthode Pareto :
a. Définition :
Le diagramme de Pareto est également appelé méthode "ABC" ou règle des 80/20 est un moyen pour
classer les phénomènes par ordre d’importance. Il fait apparaître les causes les plus importantes qui sont à
l'origine du plus grand nombre d'effets.
Dans cette partie on va appliquer l’analyse PARETO pour tous les équipements de laminoir :
Pendant l’année 2020, le problème le plus grave du laminoir exigeant un temps d’arrêt très important.
*PARETO des arrêts de l’année 2020 :
➢ Arrêts Electriques :
Equipement
Somme de
SommeDetemps_arret % temps arret
TRAIN FINISSEUR VEINE 2 6075 24%
TRAIN FINISSEUR VEINE 1 1522 6%
TRAIN DEGROSSISSEUR 1451 6%
TRAIN D& I 1365 5%
TETE DE POSE VEINE 2 1295 5%
TETE DE POSE VEINE 1 1101 4%
SYSTEME LUBRIF.AIR/HUILE N°05 1030 4%
SYSTEME LUBRIF.AIR/HUILE N°03 960 4%
ROULEAUX PINCEURS Tête de pose.V1 865 3%
ROULEAUX PINCEURS Intermédiair.V2 855 3%
ROULEAUX PINCEURS Intermédiair.V1 795 3%
RIPPEURS DE BILLETTES N° 2 760 3%
POMPE DE REFROIDISSEMENT N°3(H.Q) /sous
NTM 740 3%
POMPE DE NETTOYAGE N°3(H.Q)/sous NTM 606 2%
POMPE DE NETTOYAGE N°2(H.Q)/sous NTM 535 2%
PLC2 505 2%
LAMINOIR 480 2%
IRIS Veine 2 430 2%
IRIS Veine 1 410 2%
FOUR A LONGERONS MOBILES 360 1%
TRAIN INTERMEDIAIRE 350 1%
CTI 325 1%
CONVOYEUR STELMOR V 2 298 1%
CONVOYEUR STELMOR V 1 260 1%
COMPACTEUSE N°3 250 1%
CISAILLE HYDR.PORTATIVE/FIE 200 1%
CISAILLE EBOUT.&DIVISION V2 195 1%
CISAILLE EBOUT.&DIVISION V1 140 1%
CISAILLE EBOUT.&COBLES V2 140 1%
15. CISAILLE HYDR.PORTATIVE/FIE 1 35 0% 100%
POMPE DE REFROIDISSEMENT N°3(H.Q) /sous
NTM 1 35 0% 100%
CONVOYEUR D'ALIMENTATION V2 1 25 0% 100%
SYSTEME HYDR. N°01 1 20 0% 100%
SYSTEME HYDR. N°08 1 20 0% 100%
DEFLECTEUR Veine 1 1 15 0% 100%
Total général 3145 58793 100%
-Une durée de pannes nulle pour certains éléments signifie que même s’il y avait un arrêt aux niveaux de ces derniers il
n’y avait pas d’influence sur le fonctionnement de la machine.
Nous remarquons à partir du tableau 1 qu’il existe plusieurs équipements représentants des pannes répétitives lors du
fonctionnement du laminoir.
-On peut distinguer trois zones :
La zone A : présentent 80% du temps d’arrêt.
La zone B : présentent15% du temps d’arrêt.
La zone C : présentent 5% du temps d’arrêt.
➢ Analyse Pareto et traitement des problèmes majeurs :
Nous avons conçus un diagramme Pareto pour déceler les éléments à taux d’arrêt élevés. Le tableau suivant illustre la
fréquence de chaque équipement du laminoir et la somme des temps de leurs arrêts :
Equipement
Somme des temps
d'arrets
% Temps
d'arret
%
cumulé
TRAIN FINISSEUR VEINE 2 5635 16% 16%
A
TRAIN FINISSEUR VEINE 1 4708 13% 29%
TETE DE POSE VEINE 1 4657 13% 43%
CONVOYEUR STELMOR V 1 4010 11% 54%
CONVOYEUR STELMOR V 2 3738 11% 65%
TETE DE POSE VEINE 2 3290 9% 74%
CAGE N° 15 2013 6% 80%
CAGE N° 02 1830 5% 85%
B
CAGE N° 05 1790 5% 90%
0%
20%
40%
60%
80%
100%
120%
0
2000
4000
6000
8000
10000
12000
14000
16000
TRAIN
FINISSEUR
VEINE
2
TETE
DE
POSE
VEINE
1
CONVOYEUR
STELMOR…
CAGE
N°
15
CAGE
N°
05
CAGE
N°
12
CISAILLE…
CAGE
N°
10
CISAILLE…
CHAMBRE
DE…
CAGE
N°
11
CAGE
N°
14
TRAIN
D&
I
COMPACTEUSE
N°3
CAGE
N°
03
CAGE
N°
04
CAGE
N°
09
ROULEAUX
PINCEURS…
SYSTEME…
CISAILLE
DE
SECOURS
V1
BOITE
A
EAU
N°1/
V2
SYSTEME…
BOITE
A
EAU(nouvelle)…
BARRE
POUSSEUSE
BOUCLEUR
LATERAL…
SYSTEME…
POMPE
DE
NETTOYAGE…
PONT
ROULANT
LF
11
CIRCUIT
D'EAU
INDIRECTE
POMPE
DE…
SYSTEME
HYDR.
N°01
DEFLECTEUR
Veine
1
Somme des temps d'arrets % cumulé
16. CISAILLE EBOUT.&DIVISION V2 1714 5% 95%
c
CAGE N° 12 1710 5% 100%
TOTAL 35095 100%
Interprétation : D’après le diagramme Pareto nous discriminons aisément que les équipements à taux de d’arrêt
élevés sont :
▪ TRAIN FINISSEUR VEINE 2
▪ TRAIN FINISSEUR VEINE 1
▪ TETE DE POSE VEINE 1
▪ TETE DE POSE VEINE 2
▪ CONVOYEUR STELMOR V 1
▪ CONVOYEUR STELMOR V 2
▪ CAGE N° 15
TRAIN FINISSEUR
VEINE 2
16%
TRAIN FINISSEUR
VEINE 1
13%
TETE DE POSE
VEINE 1
13%
CONVOYEUR
STELMOR V 1
12%
CONVOYEUR
STELMOR V 2
11%
TETE DE POSE
VEINE 2
9%
CAGE N° 15
6%
CAGE N° 02
5%
CAGE N° 05
5%
CISAILLE
EBOUT.&DIVISION
V2
5%
CAGE N°
12
5%
les arrets par equipement
Equipement
Arrêts
Electriques
Arrêts
Mécaniques Opératoires
Grand
Total
TRAIN FINISSEUR
VEINE 2 325 720 4590 5635
TRAIN FINISSEUR
VEINE 1 298 950 3460 4708
TETE DE POSE
VEINE 2 410 2745 135 3290
TETE DE POSE
VEINE 1 865 3422 370 4657
CONVOYEUR
STELMOR V 2 960 1705 1073 3738
CONVOYEUR
STELMOR V 1 740 1950 1320 4010
CAGE N° 15 855 230 80 1165
Grand Total 4453 11722 11028 27203
17. ➢ ETAPE 3 : ANALYSER
L’analyse fonctionnelle des machines critiques dans laminoir :
Les arrêts mécanique :
Equipement
Somme de
temps_arret
TETE DE POSE VEINE 1 3422
d'éclatement de produit 890
Cobble de produit 435
changt de plusieurs plaques deflectrices 370
Changement tube spirale et les plaques de guidage de TP(V1) 230
freinage dans tube spirale v1 par detachement queue 140
mauvaise formation des spires 140
rupture produit à l entrée de la tete de pose 90
Autres 1127
TETE DE POSE VEINE 2 2745
changement tube spirale de TP(V2) 600
Eclatement et freinage de produit au tube spiral 495
Cobbles(queue) 385
eclatement au milieu de la billette + mauvaise formation des spires 170
mauvaise formation des spires 130
intervention de l equipe RMN 120
changt dune plaque deflectrice 85
autres 760
CONVOYEUR STELMOR V 1 1950
Accumul. Spires à la T.Pose V1 suite au blocage des Rlx de la section
d'entrée Stelmor V1. 255
blocage des rouleaux de la section d'entrée Stelmor (V1). 250
Autres 1445
CONVOYEUR STELMOR V 2 1705
accumulation des spires 325
Bout avant accroché entre rouleaux et plaque de la section 75
Autres 1305
Les arrêts électriques :
Equipement
Arrêts
Electriques
CAGE N° 15 855
Disfonctionnement de HMD 220
Queue cobblé a CED+S#15(V1) par compression a CED suite probleme
d'indication du produit par HMD #15(V1) 180
chgt des charbons du moteur # 15 par ELN 160
arret demandé par MEN pour contrôle du moteur cage 15 qui
produit des etincelles 70
autres 225
Les arrêts opératoires :
18. Equipement
Arrêts
Opératoires
TRAIN FINISSEUR VEINE 2 4590
Réclamation sur mauvaise section par FEN et reglage de section 1150
chgt de modul et chgt des joins 390
cobles 225
mauvais alignement 110
queue coincée dans tube unique en inox de TP v2 à cause d un petit
morceau detaché du cobble de TF2 est resté invisible à l interieur du tube 110
autres 2605
TRAIN FINISSEUR VEINE 1 3460
mauvaise section réclamé par FEN 280
Réclamation sur mauvaise section par FEN 275
mauvaise section 220
mauvaise section réclamé par FEN (les galets tournent excentrique ) 135
suite au cobbles TF1+2 de poste précédent 120
Décalage de séction 75
autres 2355
Application de la démarche AMDEC :
➢ Analyser les causes du processus :
Suite à l’étape de mesure, il s’agit d’étudier les éléments perturbateurs, rechercher les causes probables de ces derniers,
émettre des hypothèses et faire des analyses quantitatives des données.
L’étude AMDEC est récapitule les causes préliminaires des arrêts de laminoir dans chaque étape de son fonctionnement :
L’AMDEC moyen est un outil d’analyse rigoureux qui permet d’éliminer les risques de dysfonctionnement d’un
équipement de production :
• en listant les défaillances potentielles imputables à chaque fonction de l’équipement;
• en recherchant des actions préventives afin d’éviter l’apparition de ces défaillances. L’AMDEC est un travail de groupe
qui met en commun l’expérience et les compétences de chaque participant.
AMDEC :
L’Analyse des Modes de Défaillance, de leurs Effets et de leurs Criticité (AMDEC) est une méthode d’analyse de la
fiabilité qui permet de recenser les défaillance dont les conséquences affectent le fonctionnement du système dans le
cadre d’une application donnée.
➢ AMDEC a pour objectif :
•D’identifier les dysfonctionnements potentiels ou déjà constatés de la machine, à mettre en évidence les points
critiques et à proposer des actions correctives. Etape menée élément par élément, au niveau de détail choisi. C'est ici
que le fait de travailler en groupe prend toute son importance • Améliorer la maintenance corrective et préventive.
• Réduire le nombre des défaillances.
• Prise en compte de la maintenabilité dès la conception.
• Réduire les temps d’indisponibilité après défaillance.
• Améliorer la sécurité.
• Prévention des pannes.
• Améliorer la qualité de produit.
Dans notre étude on a choisi AMDEC Moyen
19. L’AMDEC moyen est un outil d’analyse rigoureux qui permet d’éliminer les risques de dysfonctionnement d’un
équipement de production :
• en listant les défaillances potentielles imputables à chaque fonction de l’équipement;
• en recherch
Etude AMDEC :
A partir de l'analyse fonctionnelle, la démarche consiste à effectuer les phases suivantes :
Analyse des mécanismes de défaillances.
Evaluation de la CRITICITE.
Proposition des actions correctives.
Etape 1 : Initialisation :
1. Définition du système à étudier :
➢ Définition du système à étudier :
Le secteur laminage avait beaucoup d’arret au niveau de materiels et equipement soit mecanique ou electrique
ou bien operationels.
La disponibilité de la production au sein de l’entreprise dans l’année 2020 est assai faible.
L’analyse des défaillances porte sur le dysfonctionnement de tous les équipements de laminoir en phase de
marche normale.
➢ Définition de la phase de fonctionnement :
Le but de notre étude est donc d’étudier et d’analyser tous les modes de défaillances possibles dû au
fonctionnement des équipements de laminoir puis de voir les actions correctives et préventive qui permettront
d’optimiser la sûreté de fonctionnement de la production et de Réduire le temps d’indisponibilité après une
défaillance.
Définition des objectifs à atteindre :
• Réduire le nombre des défaillances par reduire les temps d’arrêts
• augmenter la disponibilité après défaillance.
Constitution du groupe de travail :
• Le responsable : M. hicham Kandil (Chef de production )
• L’animateur /Le rédacteur: M. El gairi Fatima Zahra (Etudiant de l’EHEI)
➢ Mise au point des supports de l’étude :
Avant de commencer les travaux, nous avons préparé tous les documents essentiels d’une étude AMDEC. Ces
documents constituent le dossier AMDEC : les grilles et la méthode de cotation de la criticité, les tableaux de
saisie AMDEC et les feuilles de synthèse qui reflètent l’état des connaissances sur les dysfonctionnements du
système à un moment donné
a. Le mode de défaillance :
Il concerne la fonction et exprime de quelle manière cette fonction ne fait plus ce qu'elle est sensée faire.
L’analyse fonctionnelle recense les fonctions, l’AMDEC envisage pour chacune d'entre-elles sa façon (ou ses
façons car il peut y en avoir plusieurs) de ne plus se comporter correctement. On distingue 5 modes génériques
de défaillance :
− Perte de la fonction.
20. − Fonctionnement intempestif.
− Démarrage impossible.
− Arrêt impossible.
− Fonctionnement dégradé.
b. Cause de défaillance :
La cause de la défaillance est une anomalie initiale susceptible de conduire au mode de défaillance. Elle s'exprime
en termes d'écart par rapport à la norme. Elle se répartit dans les domaines suivants (par exemple les 5M) :
c. Effet de la défaillance
Cet effet concrétise la conséquence d’une défaillance. Il est relatif à un mode de défaillance et dépend du type
d'AMDEC réalisé
L’évaluation de la criticité :
L’évaluation de la criticité de chaque combinaison cause, mode, effet se fais par des critères de cotation :
− La fréquence d’apparition de la défaillance : F
− La gravité de la défaillance : G
− La probabilité de non-détection de la défaillance : N
− La valeur de la criticité C est calculée par le produit des niveaux atteint par les critères de cotation.
C=F .G.D
Les critères de cotation :
Fréquence F :
Niveau de fréquence Valeur Définition
Très faible 1 Défaillance rare : Moins d’une défaillance par
an
Faible 2 Défaillance possible : Moins d’une défaillance
par trimestre
Moyen 3 Défaillance occasionnelle : Moins d’une
défaillance par mois
Elevé 4 Défaillance fréquente : Plus d’une défaillance
par semaine
Gravité (G) :
Niveau de fréquence Valeur Définition
Mineur 1 Arrêt de production : Moins de 15 minutes
Aucune ou une pièce de rechange est
nécessaire
Moyen 2 Arrêt de production : de 15 minutes à une
heure Pièces en stock
Majeur 3 Arrêt de production : d’une heure à deux
heures
Grave 4 Arrêt de production : deux heures et plus Long
délai de livraison
Non détection (D) :
Niveau de non
détection
Valeur Définition
Evident 1 Détection certaine, sirène, signes évidents
Possible 2 Détectable par opérateur, par des routes
d’inspection, vibrations
Improbable 3 Difficilement détectable, moyens complexes
Impossible 4 Indétectable, aucun signal
21. Criticité (C) :
Niveau de criticité Exemple d’action à entamer
Faible Criticité (1<C<20) Aucune modification de conception
Criticité moyenne (10<C<30) Amélioration des performances de l’élément
Forte Criticité (30<C<60) Révision de conception de sous-ensemble et du
choix des éléments ; Veiller à surveiller l’élément
fréquemment
Criticité interdite (60<C Remise en cause complète de conception de
l’élément
Forme de tableau AMDEC :
Le tableau d’AMDEC regroupe 7 colonnes typiques :
• Eléments
• Fonctions
• Modes de défaillance
• Causes de défaillance
• Effets de défaillance
• Modes de détection
• Criticité
Criticité Fonction Modes de
défaillance
Causes de
défaillance
Effets de
défaillance
Criticité
G F N C
22. Etude AMDEC :
1. Diagramme Ishikawa :
planification Manque de lubrification
Formation suivi des appoints Indicateur d’état de machine
Expérience contrôle de routine mauvais qualité de billets
Effectif vitesse présence de la calamine
Respect des consignes condition de mis en service dans les tubes de métal
D’utilisation Surcharge système déréglé
Desserrage
Taraudage
TP la poussière
Environnement non adapté
Condition climatique
Foreau vibration
a) Grille AMDEC:
En se basant sur l’historique des arrêts de Tète de Pose veine 1 et 2, nous avons tracé la grille suivante :
élément Fonction Modes de
défaillance
Causes de
défaillance
Effets de
défaillance
Criticité
G F N C
Virole -Guidage de
produit
-Cisaillement de
fixation
-usure
-Trou foiré
-mantien des vis
-frottement
avec le produit
-usure de la virole
-cobble de
produit
-éclatement
4 4 4 64
plaque -Guidage de
produit
-usure - frottement de
produit
Et plaque
-éclatement de
produit
4 4 3 48
tube
spirale
-Guidage
-formation de
spire
-déchirure du
tube
-présence de
calamine
-usure de tube
-air de chasse
/aire purge ne
marche pas
-mauvais
formation spire
-freinage de
produit
3 3 2 18
Capot -Protection de
fourreau
-maintien de
la virole
-désalignement
de la virole
-Desserrage de
fixation de
capot
-le tarodage ou
la vis foiré
-vibration
-éclatement
2 3 2 12
Machine
Main d’œuvre Méthode Matière
Tète de Pose veine 1
et 2
Tube d’entrée
j
Plaque
j
Tube spiral
j
Usure
Insert
Canneau
j
Les
Attaches
frottement
La virole
Milieu
Usure
Capot
e
Usure
23. Les
attaches
-fixation du
tube avec le
fourreau
-usure
-desserrage
fixation
La fatigue -vibration 2 3 2 12
insert guidage -usure frottement -Cobbles de
produit
-freinage
2 2 2 8
canneau -Guidage 2 1 1 2
b) Tableau de Criticité de Tète de Pose veine 1 et 2
Les résultats de la grille AMDEC sont représentés dans le tableau suivant :
Elément Criticité % de criticité Cumul des %
Virole 64 39% 39%
plaque 48 29% 68%
tube spirale 18 11% 79%
Capot 12 7% 87%
Les attaches 12 7% 94%
insert 8 5% 99%
canneau 2 1% 100%
c) Diagramme de Pareto de Tète de Pose veine 1 et 2:
d) Suggestions d’actions de maintenance à mettre en place :
Pour les machine de Tète de Pose veine 1 et 2 on constate que les pannes les plus critiques, qui influencent dans un
premier lieu sur le bon fonctionnement de la machine qui dépassent les 80% sont :
− virole
− Plaque
− Tube spirale
39%
29%
11%
7% 7%
5%
1%
0%
5%
10%
15%
20%
25%
30%
35%
40%
45%
Virole plaque tube spirale Capot Les attaches insert canneau
Diagramme de PARETO
24. 2. Diagramme Ishikawa : Convoyeur stelmor :
Manque matière première
Manque d’autocontrôle planification Manque de lubrification
Formation suivi des appoints Indicateur d’état de machine
Expérience contrôle de routine mauvais qualité de billets
Effectif vitesse présence de la calamine
Respect des consignes condition de mis en service dans les tubes de métal
D’utilisation Surcharge système déréglé
Le déraillement Poussière
Environnement non adapté
Ruptures des chaines Condition climatique
vibration
cobbles
Ruptures des chaines
a) Grille AMDEC: Convoyeur stelmor
En se basant sur l’historique des arrets de Convoyeur stelmor, nous avons tracé la grille suivante :
Element Fonction Modes de
défaillance
Causes de
défaillance
Effets de
défaillance
Criticité
G F N C
rouleaux -Usure
-Haute
température
-Mauvaise
manipulation
- rupture de la
chaine
d’entraînement
des sections
- des arrêts du
convoyeur
-cobbles
-Métale de non
qualité
4 4 4 64
Spires 4 4 3 48
plaque de la
section
coincent sur
les connes
-l’arrêt de la
veine
3 3 2 18
les Paliers de
fixation
le BAV entre
dans le jeu
qui existe
entre les
desserrage - ruptures des
chaines
2 2 2 8
Machine
Main d’œuvre Méthode Matière
Convoyeur stelmor
Veine 1 et 2
Rouleaux
L’arrêt de la veine
Spires
Plaque de la
section
Convoyeur
Les Paliers de
fixation
Saleté
Usure
La connes
s
25. galets.
la connes Le BOUT
ARRIERE
étiré
-le déraillement
de la connes
-l’ arrête la veine
2 2 2 8
Convoyeur -Mener les
les spires
aux
différent
etapes du
traitement
-Fatigue
-
-Saleté
-Usure
-blocage
-Mauvaise
circulation
-Blocage des
spires entre les
rouleaux
3 2 2 12
b) Tableau de Criticité de Convoyeur stelmor
Les résultats de la grille AMDEC sont représentés dans le tableau suivant :
Elément Criticité % de criticité Cumul des %
rouleaux 64 41% 41%
Spires 48 30% 71%
plaque de la section 18 11% 83%
les Paliers de fixation 8 5% 88%
la connes 8 5% 93%
Convoyeur 12 8% 100%
64 41% 41%
c) Diagramme de Pareto de Convoyeur stelmor :
*En analysant les données, pour le Convoyeur stelmor on constate que la marche automatique du rouleaux qui ne
fonctionne pas ,le changement de bague de palier ,la panne poste de spires , et la panne des paliers de fixation et du la
connes de machine influencent dans un premier lieu sur le bon fonctionnement de ce convoyeur Stelmor.
41%
30%
11%
5% 5%
8%
0%
5%
10%
15%
20%
25%
30%
35%
40%
45%
rouleaux Spires plaque de la
section
les Paliers de
fixation
la connes Convoyeur
Diagramme de PARETO
Criticité
26. 3. Diagramme Ishikawa : Train finisseur V1 et V2
Manque matière première
Manque d’autocontrôle planification Manque de lubrification
Formation suivi des appoints Indicateur d’état de machine
Expérience contrôle de routine mauvais qualité de billets
Effectif vitesse présence de la calamine
Respect des consignes condition de mis en service dans les tubes de métal
D’utilisation Surcharge système déréglé
Goujons de maintien
Poussière
Environnement non adapté
Supports de guides Condition climatique
Ressort d’union vibration
cobbles
Ruptures des chaines
a) Grille AMDEC: TRAIN FINISSEUR VEINE 1 et 2
En se basant sur l’historique des arrêts de TRAIN FINISSEUR VEINE 1 et 2 , nous avons tracé la grille suivante :
Elément Fonction Modes de
défaillance
Causes de
défaillance
Effets de
défaillance
Criticité
G F N C
tube spirale guidage 4 3 2 24
Filtre Filtrer
l’eau
Fuite
Fatigue
Poussière Infiltration
d'eau avec
huile
4 4 2 32
Tube
courbée
guidage usure Manque de
refroidissement
mauvaise
section
cobbles
4 3 3 36
joins 2 2 2 8
modul 2 2 2 8
les galets guidage 2 2 2 8
Guides
Statiques
guidage usure vibration du fil au
moment de
laminage.
des Cobbles 3 3 2 18
Machine
Main d’œuvre Méthode Matière
TRAIN FINISSEUR
VEINE 1 et 2
Les galets
Tube spirale
Les
goulottes
Circuit
refroidissement
t
Guides
Statiques
Pompe tuyauterie
Filtre radiateur
Température
d’air
Milieu
27. supports de
guides
guidage 2 2 2 8
goujons de
maintien
deserrage 2 2 2 8
les goulottes usure Frotement avec
produit
cobbles 3 2 2 12
les
collecteurs
Zone neutre
mauvais
refroidisseme
nt
la calamine Un mauvais
alignement
des
collecteurs
Cobbles
2 2 2 8
b) Tableau de Criticité de Convoyeur stelmor
Les résultats de la grille AMDEC sont représentés dans le tableau suivant :
Elément Criticité % de criticité Cumul des %
Tube courbée 36 21% 21%
Filtre 32 19% 40%
tube spirale 24 14% 54%
Guides Statiques 18 11% 65%
les collecteurs Zone
neutre
12 7% 72%
joins 8 5% 76%
modul 8 5% 81%
les galets 8 5% 86%
supports de guides 8 5% 90%
c) Diagramme de Pareto :
*D’après ces résultats, on remarque que la panne poste de tube courbée et poste de tube spirale, arrêt de filtre d’eau de
pompe bassin de lubrifiant, pannes des guides statiques, panne de la zone neutre sont les plus dominants parmi tous les
motifs d’arrêt de Train finisseur V1 et V2.
21%
19%
14%
11%
7%
5% 5% 5% 5% 5% 5%
0%
5%
10%
15%
20%
25%
Diagramme de PARETO
28. 4. Diagramme Ishikawa : cage #15
Manque matière première
Manque d’autocontrôle planification Manque de lubrification
Formation suivi des appoints Indicateur d’état de machine
Expérience contrôle de routine mauvais qualité de billets
Effectif vitesse présence de la calamine
Respect des consignes condition de mis en service dans les tubes de métal
D’utilisation Surcharge système déréglé
Poussière
Environnement non adapté
Supports de guides Condition climatique
Ressort d’union vibration
Les roulements des galets
a) Grille AMDEC: CAGE N° 15
En se basant sur l’historique des arrets de CAGE N° 15, nous avons tracé la grille suivante :
Elément Fonction Modes de
défaillance
Causes de
défaillance
Effets de défaillance Criticité
G F N C
Guides
statique
3 3 3 27
HMD Détecteur
chaud de
métal
-Fatigue
-la
poussière
-Mauvais
alignement
-disfonctionnement
-cobbles
- Arrêt de
fonctionnement de
la chaine production
4 4 3 48
Les goulottes Mise en
poids
desserrage 2 2 2 8
drive Déclenchement 2 2 2 8
Machine
Main d’œuvre Méthode Matière
Cage 15
Les galets
HMD
Les
goulottes
Circuit
lubrification
Guides
Statiques
Pompe tuyauterie
Filtre crépine
Milieu
Guides
RE
29. b) Tableau de Criticité de cage 15
Les résultats de la grille AMDEC sont représentés dans le tableau suivant :
Elément Criticité % de criticité Cumul des %
HMD 48 53% 53%
Guides statique 27 30% 83%
Les goulottes 8 9% 91%
drive 8 9% 100%
c) Diagramme de Pareto :
*D’après ces résultats, pour la panne de CAGE N° 15 on remarque L’HMD qui ne fonctionne pas, et l’usure des
guides statique de la cage qui influencent dans un premier lieu sur le bon fonctionnement de la machine qui
dépassent les 80%.
Conclusion : L’analyse des causes des arrêts et le calcul de criticité nous a permis de déterminer les machines les plus
critiques sur lesquelles il faut mettre en place des actions correctives et/ou préventives pour réduire leur degré de
criticité.
53%
30%
9% 9%
0%
10%
20%
30%
40%
50%
60%
HMD Guides statique Les goulottes drive
Diagramme de PARETO
30. ➢ ETAPE 4 : INNOVER
I. Recherche des solutions :
Afin de trouver des solutions d’amélioration pour les arrêts existants, nous avons fait un plan d’action corrective
et préventive :
• Superviseur département production ;
• Superviseur département Engineering ;
• Donner des propositions pour diminuer les MUDA existants, implicitement les défauts qualité et les arrêts de
production en générale
Proposition des solutions pour les Arrêts :
➢ Nous avons suggéré un ensemble de solutions en relation avec notre sujet en utilisant un Brainstorming qui est
une technique de créativité utilisée pour générer des concepts et des idées :
1- entretenir les équipements du laminoir en se référant aux procédures et aux plans existant
2- ne pas refaire un travail déjà fait par un technicien
3- augmenter le taux de polyvalence des agents travaillants au laminoir et dans d autres services pour que :
A- Au moment d effectuer les changements au laminoir celui qui a fini son travail aidera l’autre à finir le travail
planifié
B-Un mécanicien et électricien doivent savoir conduire le pont roulant –nacelle et chariot mobile
C-Les agents de production doivent savoir conduire un pont roulant pour gagner le temps durant les changements
et durant les dégagements des cobbles
4-avant de faire un travail préparer tout le matériel et outil à utiliser
5-faire un parting précis au moment du changement ou montage des cylindres
6-faire un très bon alignement par rapport à la passe des guides montés dans la ligne de laminage
7- ne pas défourner les billettes froides
8-achat des pièces conformes au plan et ne pas accepter des non-conformités pour les pièces réceptionnées au
magasin
9-le chef de poste laminage doit assembler le maximum des travaux en un seul arrêt
10- s’ assurer que les piles des télécommandes des ponts sont chargées et les bouteilles des chalumeaux le sont aussi
avec essai des chalumeaux au début du poste
11-exécuter les BT et les rounds planifiés dans leurs temps demandés
12-aviser d’avance les services supports sur les arrêts programmés du laminoir ou sur des arrêts inattendus
13- utiliser un magasin proche du laminoir qui contiendra tous les accessoires qu’on utilise et ce pour éviter d’aller au
magasin qui est très loin à fin de gagner du temps
14- respecter les règles de sécurité pour travailler en sécurité et pour garder la vie des humains
15-élargir la communication au sein de l usine et la communication interpersonnelle pour éviter les erreurs
16-former le maximum d’agent selon ses besoins et ses compétences
17-respecter les procédures de laminage et respecter le procès laminage pour éviter les cobbles
31. 18-Eviter de changer les cylindres, passes et diamètre plusieurs fois durant la semaine
Trop de changement =trop de cobbles et diminution du taux de disponibilité
19-Se disposer des billettes au parc à billettes pour ne pas charger de diamètre par obligation.
Améliorer le processus :
Cette étape est très importante dans notre étude puisqu’elle nous permet d’identifier et de mettre en œuvre les
solutions possibles et réalistes. Nous avons proposé le maximum de solutions pour choisir parmi elles celles qui sont
pertinentes pour la situation étudiée.
Actions d’amélioration :
I. Définitions :
1. Actions préventives On agit pour prévenir la défaillance avant qu'elle ne se produise, pour l'empêcher de se
produire. Ces actions sont planifiées. La période d'application d'une action résulte de l'évaluation de la fréquence.
2. Actions correctives Lorsque le problème n'est pas considéré comme critique, on agit au moment où il se présente.
L'action doit alors être la plus courte possible pour une remise aux normes rapide.
3. Actions d’améliorations Il s'agit en général de modifications de procédé ou de modifications Technologiques du
moyen de production destinées pour faire disparaître totalement le problème. Le coût de ce type d'actions n’est pas
négligeable et on le traite comme un investissement. Les actions, pour être efficaces, doivent faire l'objet d'un suivi :
Plan d'action, Désignation d’un responsable de l'action, Détermination d'un délai, Détermination d'un budget,
Révision de l'évaluation après mise en place de l'action et retour des résultats.
Nous avons suggéré un ensemble de solutions en relation avec notre sujet en utilisant un Brainstorming qui est une
technique de créativité utilisée pour générer des concepts et des idées :
II. Actions d’amélioration :
Nous avons suggéré un ensemble de solutions en relation avec notre sujet en utilisant un Brainstorming qui est une
technique de créativité utilisée pour générer des concepts et des idées :
1. TRAIN FINISSEUR VEINE 1/2:
2. TETE DE POSE VEINE 1/2:
3. CONVOYEUR STELMOR V 1/V2 :
Vibrations des convoyeurs :
4. CAGE N° 15 :
32. Après avoir proposé les solutions notées précédemment, nous avons analysé le coût et l’efficacité de chaque solution afin
de choisir les plus adéquates et les plus pertinentes pour l’entreprise CBGN.
Solution Le cout de la solution L’efficacité de la solution
La méthode DMAIC est un indicateur de performance dont le but ultime est de réduire la variation des processus et
sélectionner les fortes solutions. Nous nous sommes réunies avec le responsable du service de maintenance de
l’entreprise pour sélectionner les solutions qui sont adéquates à la situation technique et financière de l’entreprise CBGN
afin de nous donner l’accord de l’application. Les solutions acceptées sont des actions de maintenance réparties en
préventives et correctives : - Action préventive : Permet d’éviter les défaillances en cours d’utilisation et avoir une
meilleure continuité du service. - Action corrective : Permet de corriger la défaillance d’un équipement.
Les actions préventives Les actions correctives
Les améliorations précédentes ne peuvent pas être effectuées à la fois dans une période de vingt jours, il faudra penser à
renforcer les contrôles. En appliquant un système de contrôle plus fréquent, nous pourrons garantir la qualité de la
production de l’usine CBGN. Dans la partie suivante, nous allons observer les résultats des actions que nous avons
menées sur notre processus pour essayer d’éliminer les durées de pannes trouvées en phase de définir.
33. ➢ ETAPE 5 : CONTROLER
Contrôler les performances :
Une fois que l’entreprise a mis en place les solutions validées, nous avons démarré une nouvelle production en marche
afin de constater les effets de notre amélioration.