Téléchargé 135 fois
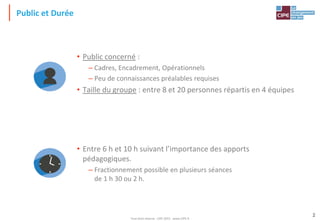
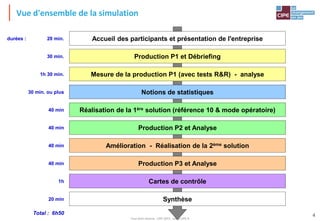



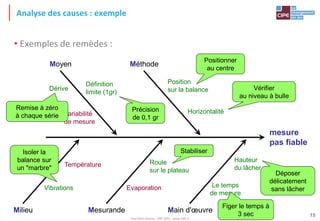
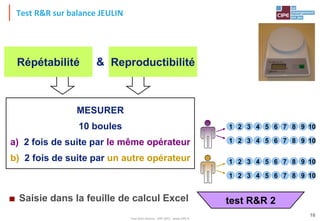
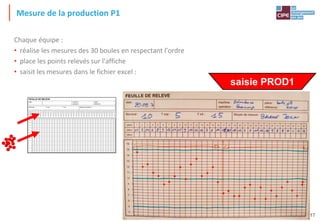
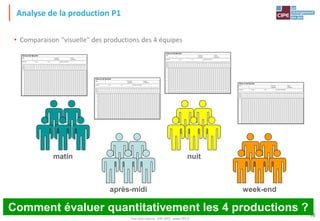

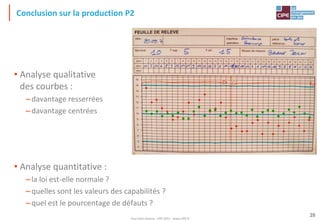
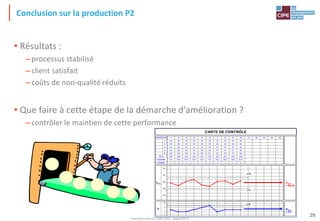

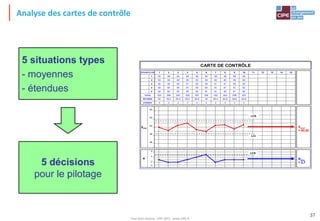

Le document présente un diaporama sur un jeu d'entreprise, axé sur l'apprentissage de la maîtrise des procédés de fabrication et des statistiques. Destiné aux cadres et opérationnels, le jeu se déroule en plusieurs sessions et met l'accent sur l'analyse de la production à travers des mesures et des calculs de capabilité. Les résultats soulignent l'importance de contrôler la qualité afin de réduire les coûts de non-qualité et d'améliorer la satisfaction client.











































































































