Télécharger pour lire hors ligne
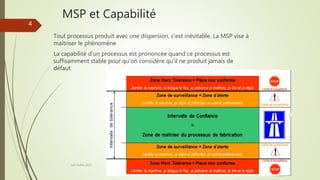
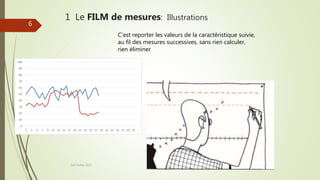
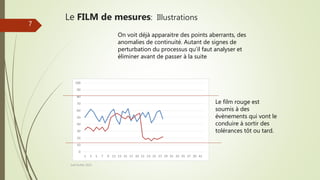

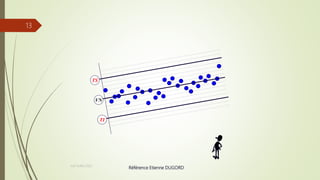
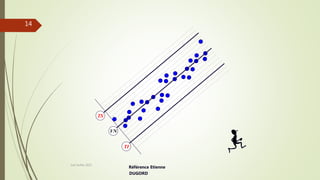
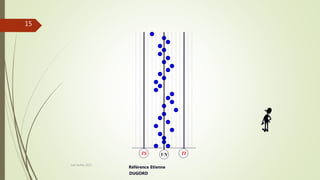
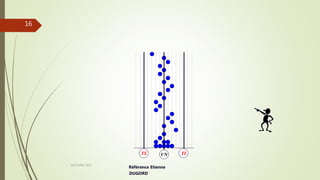





Le document présente les principes fondamentaux du Lean et la maîtrise statistique des processus (MSP) pour améliorer la capabilité des processus industriels. Il met en avant l'importance de la visualisation des mesures, des outils d'analyse et des coefficients de capabilité pour garantir une production sans défaut. Enfin, il aborde les défis de la réduction de la dispersion et l'impact de l'industrie 4.0 sur la maîtrise statistique.





































































![cours raspberry [Enregistrement automatique].pptx](https://cdn.slidesharecdn.com/ss_thumbnails/coursraspberryenregistrementautomatique-260206145736-b1015531-thumbnail.jpg?width=640&height=640&fit=bounds)


