Télécharger en tant que PDF, PPTX





















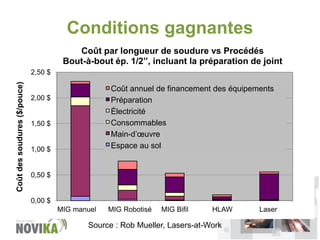


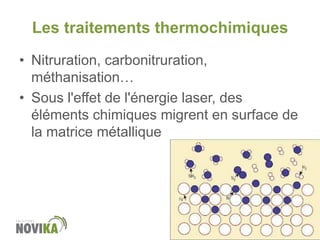





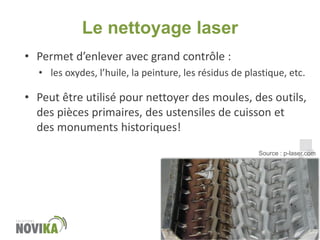




Le document présente les procédés de soudage laser et de traitement de surface, ainsi que les applications et avantages de ces technologies dans divers secteurs, notamment l'automobile et la construction navale. Il met en avant l'efficacité, la précision et la réduction des coûts associés aux procédés laser, notamment le soudage hybride laser-gmaw. Enfin, il aborde des techniques connexes comme le nettoyage et la texturation laser, en soulignant leur impact sur la qualité et les performances des matériaux traités.



























