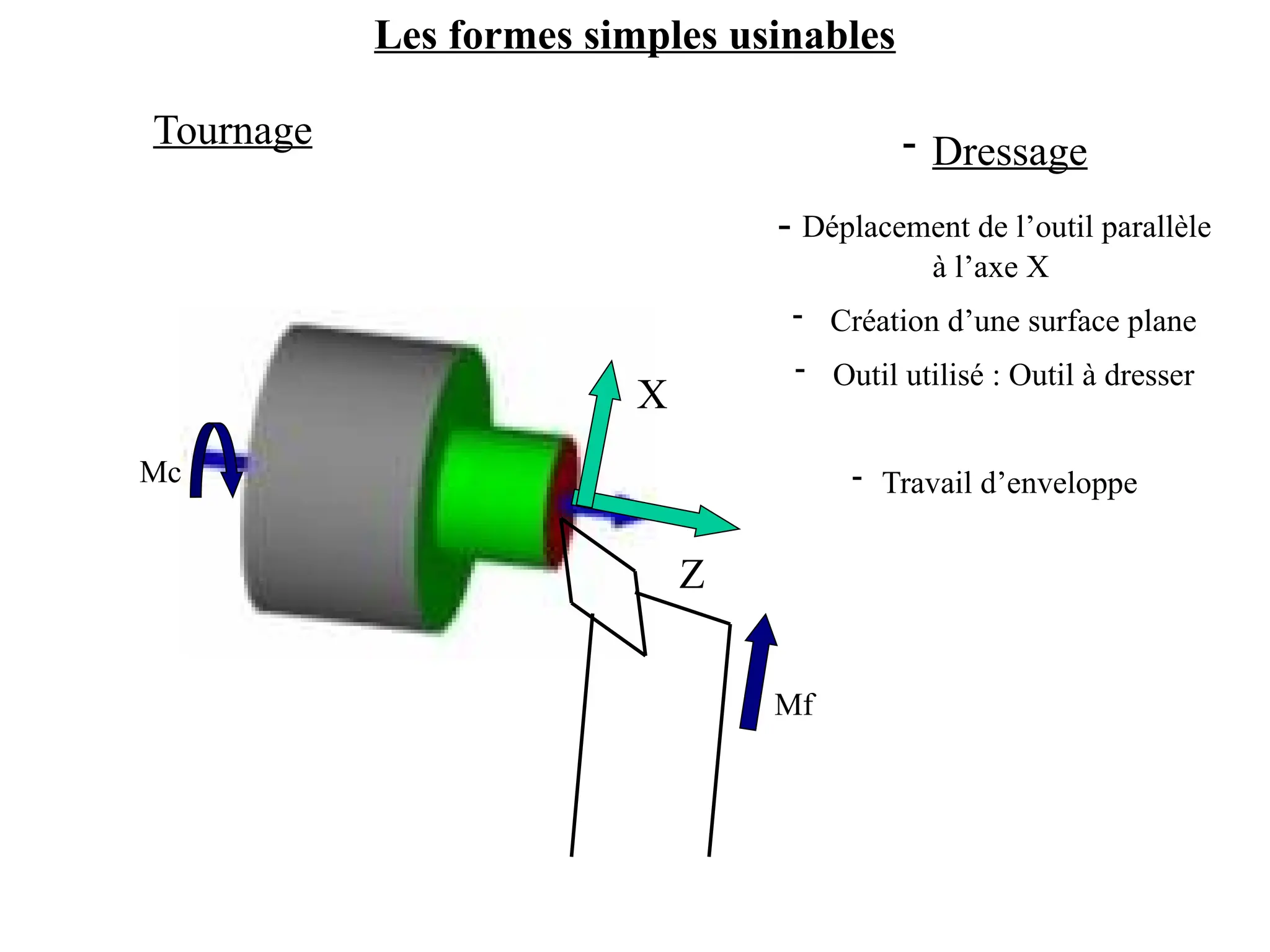
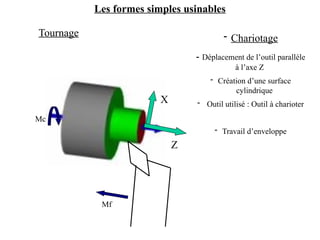
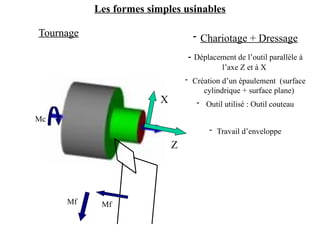
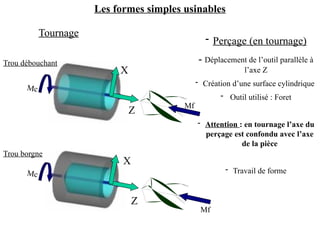
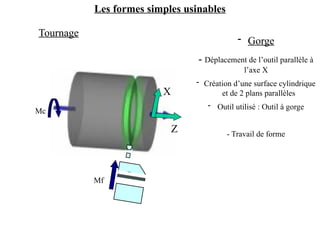
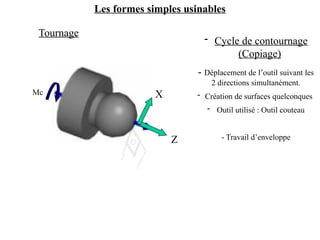
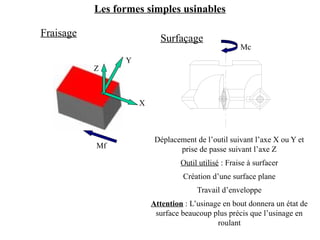
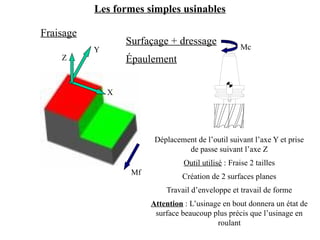
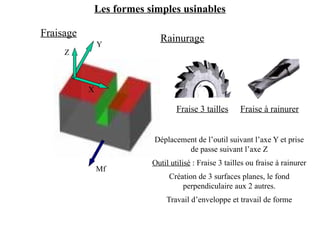
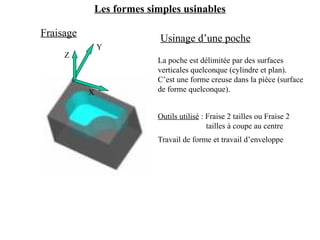
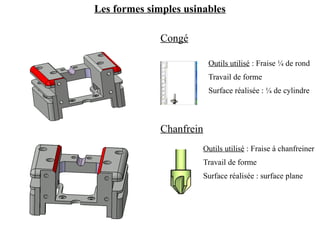
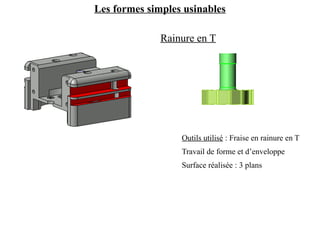
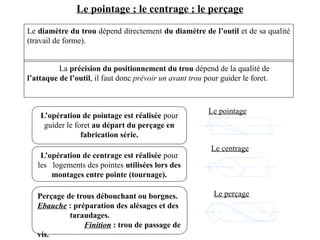
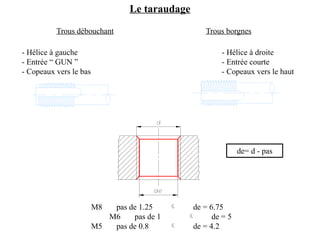
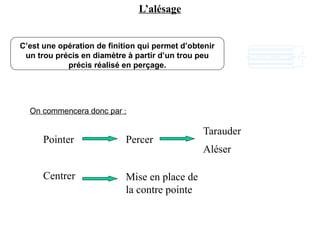
Le document décrit divers procédés d'usinage tels que le tournage et le fraisage pour créer des formes simples, en précisant les outils utilisés et les techniques employées. Il aborde également des opérations spécifiques comme le perçage, le taraudage et l'alésage, en soulignant l'importance de la précision dans le positionnement des trous. Des détails supplémentaires sont fournis sur les types de surfaces réalisées et les meilleures pratiques pour obtenir un état de surface optimal.












































![cours raspberry [Enregistrement automatique].pptx](https://cdn.slidesharecdn.com/ss_thumbnails/coursraspberryenregistrementautomatique-260206145736-b1015531-thumbnail.jpg?width=640&height=640&fit=bounds)




