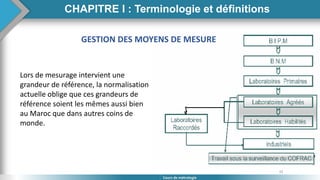
Ce document présente le cadre pédagogique d'une première année en génie civil, axé sur la métrologie et les appareils de mesure, avec des objectifs d'apprentissage comme l'identification des sources d'erreurs, l'étalonnage des instruments et les techniques d'inspection. Il insiste également sur l'importance de la métrologie dans divers domaines, y compris la santé publique, la sécurité, et la compétitivité industrielle. Le cours aborde des définitions clés et des méthodes de mesurage, ainsi que des procédures pour garantir la fiabilité des mesures dans un contexte industriel.