Téléchargé 6 444 fois
















![Institut Supérieur des Sciences Appliquées et de Technologie de Sousse 2ème Année licence Génie Mécanique
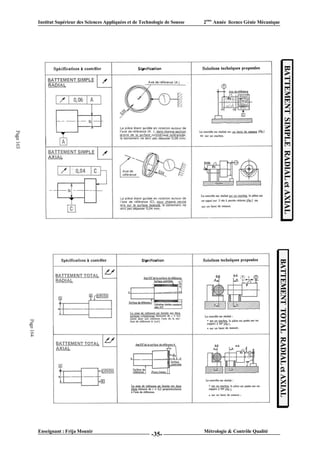
Tol/L (µm)
∆LE
L (mm)
Erreur sur longueur des cales
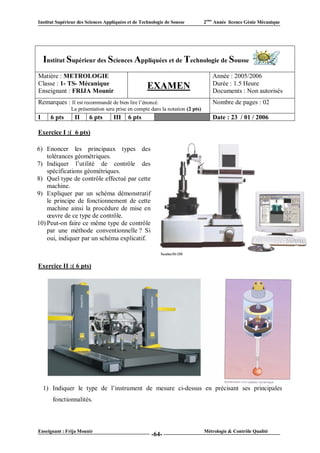
D’après le graphique ci-dessus, on remarque que pour chaque longueur du
cale étalon on enregistre un erreur relatif ∆LE.
Cet erreur est sooumise à une dipersion comprise dans un intervalle [-∆LE , + ∆LE ]
La distribution de la dispersion enregistré peut suivre un des loi de distribution . Si on
prend par exemple la distribution normale centrée suivante :
-∆LE +∆LE
0
Donc la valeur de l’erreur systématique due à l’étalon s’ecrit :
LE
EsEtalon
3
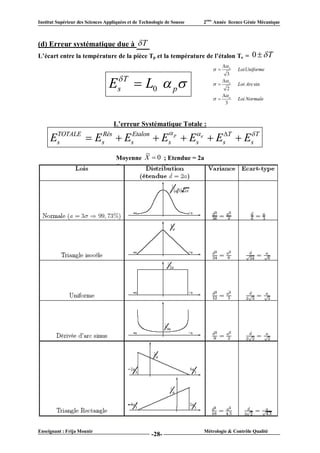
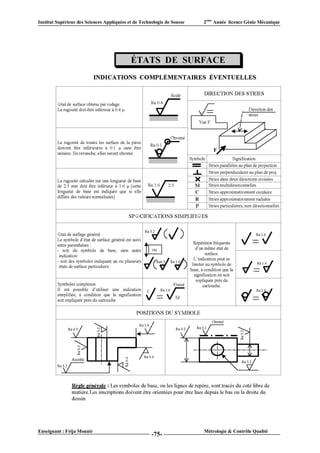
5-2.3 : Erreur systématique due à la Température
Exemple : On travail dans un laboratoire dont la Température égale 32°C
X 0 (25 C ) 28,3 mm
X 1 (32 C ) 28, 3 T
Enseignant : Frija Mounir Métrologie & Contrôle Qualité
-24-](https://image.slidesharecdn.com/coursmetrologiefinale2013-130131070121-phpapp01/85/METROLOGIE-ET-CONTROLE-QUALITE-24-320.jpg)





















![Institut Supérieur des Sciences Appliquées et de Technologie de Sousse 2ème Année licence Génie Mécanique
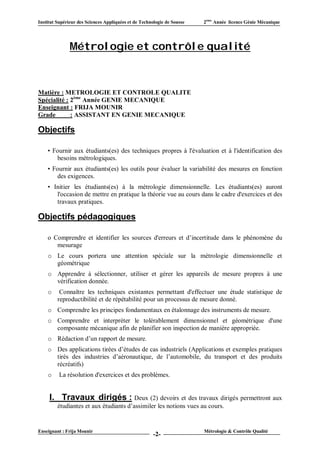
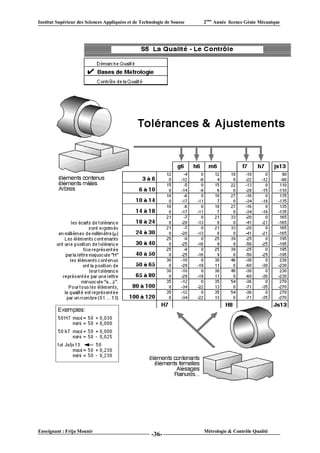
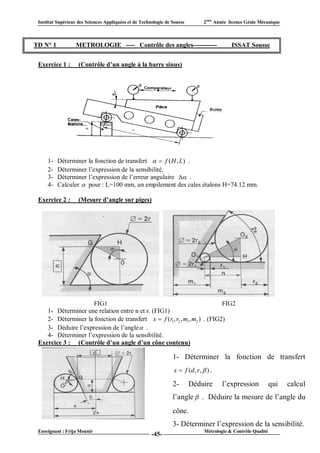
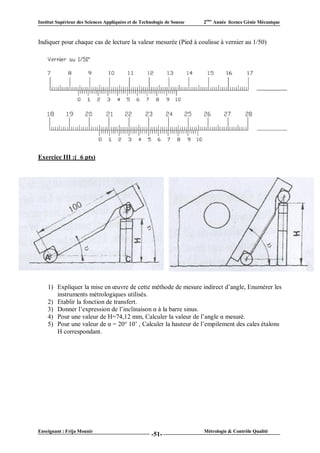
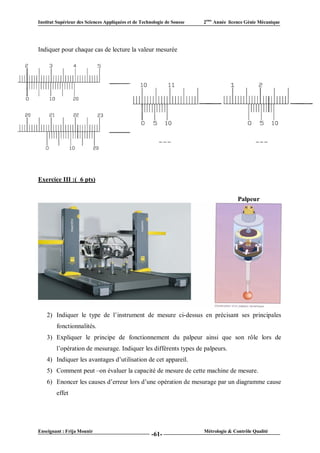
Exercice III : (9 pts)
Etalonnage d’un pied à coulisse par une cale étalon de 202 mm, on effectue 10 mesures :
N° 1 2 3 4 5 6 7 8 9 10
Yi (mm) 201.98 202.00 201.99 202.00 202.00 201.98 201.98 202.01 201.98 202.01
La résolution du pied à coulisse de 2 100 . Notons que la dispersion du paramètre
résolution suit une loi uniforme.
Le certificat d’étalonnage de la cale donne l’erreur sur la longueur de la cale L.
U ref m 0.5 2.103 L( mm)
Notons que U ref K . U étalon avec K 2
L’opération d’étalonnage est effectué dans un locale climatisé à T 1C . La
dispersion sur le paramètre température ΔT suit une loi normale.
On estime une variation de T Tp Te 0.2C entre la cale et le pied à coulisse [loi
de dispersion Arcsin du paramètre T ]
Les valeurs des coefficients de dilatations du pied à coulisse et de l’étalon sont égales
6 6 1
respectivement p e 11.5 10 1 10 C . La dispersion du coefficient de
dilatation suit une loi uniforme.
QUESTIONS :
1) Calculer l’erreur aléatoire (1 pts)
2) Evaluation de l’erreur systématique :
- Calculer l’erreur systématique due à la résolution (1 pts)
- Calculer l’erreur systématique due à la cale étalon (1 pts)
- Calculer l’erreur systématique due à la méconnaissance de αe (1 pts)
- Calculer l’erreur systématique due à la méconnaissance de αp (1 pts)
- Calculer l’erreur systématique due à ΔT (1 pts)
- Calculer l’erreur systématique due à δT (1 pts)
Calculer l’erreur systématique totale (1 pts)
3) Calculer l’erreur totale (1 pts)
Enseignant : Frija Mounir Métrologie & Contrôle Qualité
-63-](https://image.slidesharecdn.com/coursmetrologiefinale2013-130131070121-phpapp01/85/METROLOGIE-ET-CONTROLE-QUALITE-63-320.jpg)











Le document traite de l'enseignement de la métrologie et du contrôle qualité pour les étudiants en deuxième année de génie mécanique à l'Institut supérieur des sciences appliquées et de technologie de Sousse. Il présente les objectifs pédagogiques, les techniques de mesure, l'estimation des incertitudes, ainsi que les normes de contrôle dimensionnel et géométrique. Le programme inclut des travaux dirigés et pratiques pour appliquer la théorie à des études de cas industriels.























































































