Télécharger pour lire hors ligne

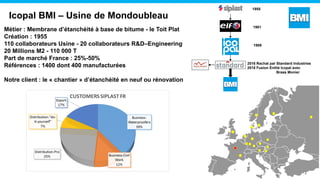
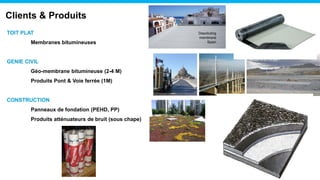

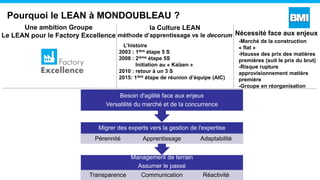



Le document présente le parcours de l'entreprise Icopal à Mondoubleau dans l'adoption d'une culture lean pour améliorer l'efficacité de ses processus de production de membranes d’étanchéité. Face aux défis du marché de la construction, notamment la hausse des prix des matières premières et la nécessité d'adaptation, l'entreprise met en place des pratiques lean depuis 2003. Le but est d'assurer une gestion de l'expertise et une agilité face aux enjeux commerciaux actuels.

























































