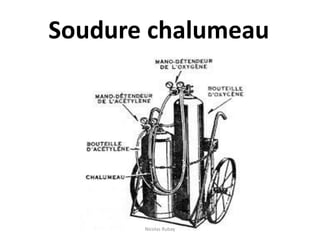
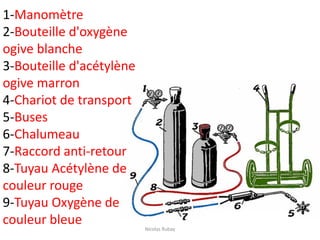
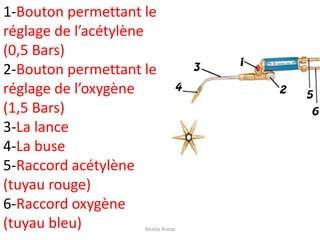
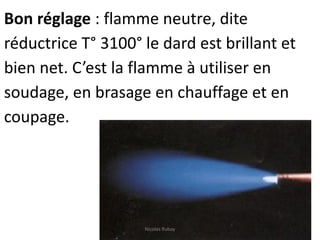
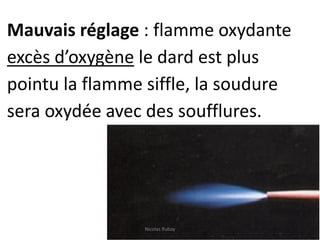
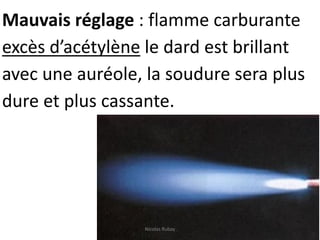
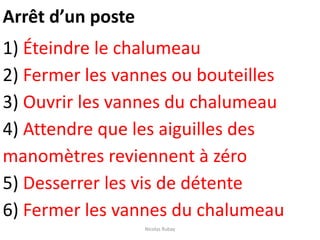
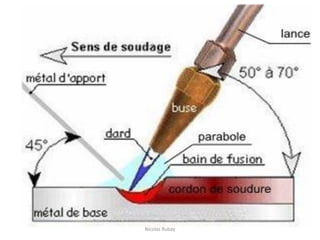
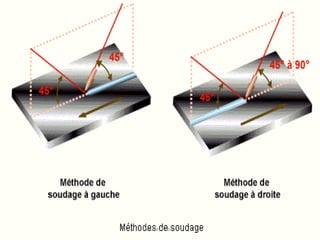
Le document traite du soudage oxyacétylénique, décrivant les équipements nécessaires, les réglages de la flamme, et les méthodes de soudage. Il aborde également les règles de sécurité associées à l'utilisation des bouteilles de gaz et les distinctions entre différents types de manomètres et de détendeurs. Enfin, le document mentionne les paramètres influençant la qualité des soudures, y compris le réglage du chalumeau et la technique de soudage à gauche versus à droite.