Télécharger en tant que PDF, PPTX














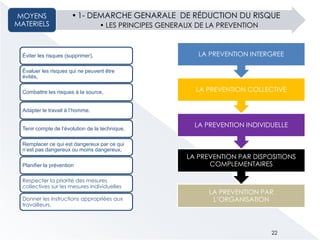







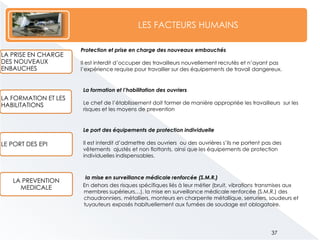


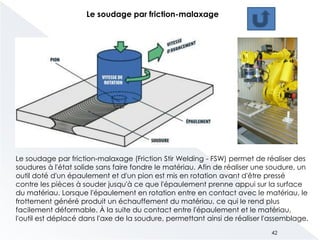










Le document aborde les risques liés au soudage, notamment les dangers physiques et chimiques auxquels les soudeurs font face, ainsi que l'importance des mesures préventives. Il propose des méthodes pour réduire les émissions de fumées et les risques en adaptant le travail, en formant les travailleurs et en utilisant des équipements appropriés. En outre, il évoque des techniques de soudage alternatives, comme le soudage par friction-malaxage, qui minimisent l'exposition aux risques.

































































![cours raspberry [Enregistrement automatique].pptx](https://cdn.slidesharecdn.com/ss_thumbnails/coursraspberryenregistrementautomatique-260206145736-b1015531-thumbnail.jpg?width=640&height=640&fit=bounds)


