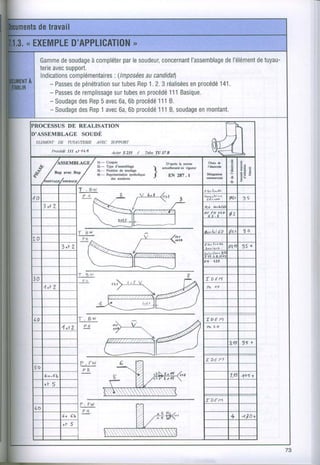
Ce document traite des normes et des pratiques liées au soudage de différents matériaux comme l'acier, l'aluminium et les alliages. Il couvre des aspects techniques tels que les méthodes de soudage, les qualifications des soudeurs, et les normes de sécurité associées. Des précisions sur les matériaux utilisés et les exigences environnementales sont également fournies.
























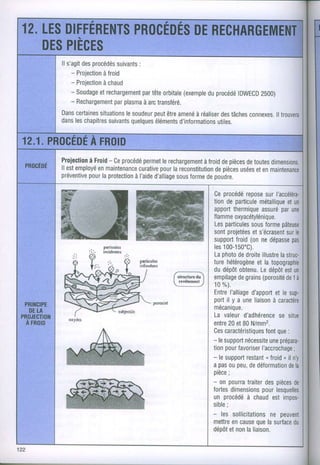
![Les
assemblages
thermiques D'après Airliquide-SAF
doc.
ffi
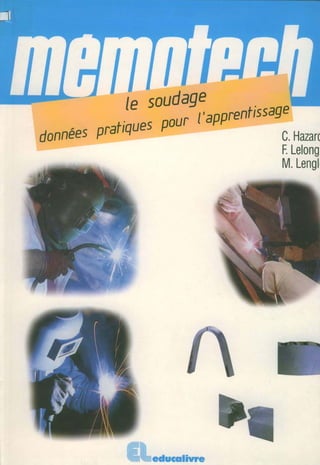
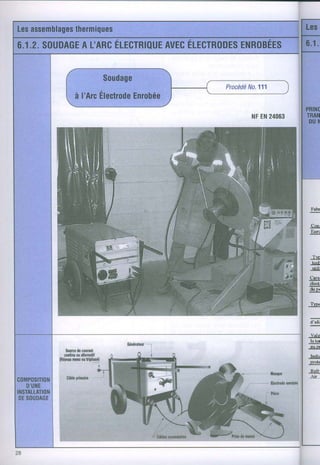
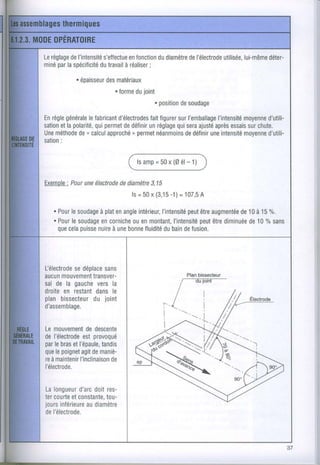
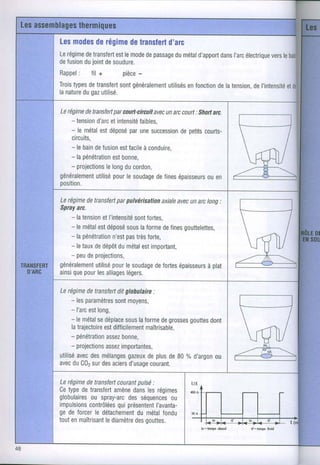
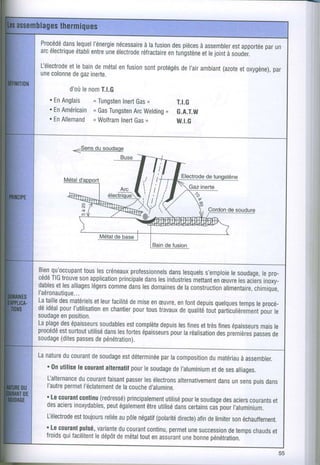
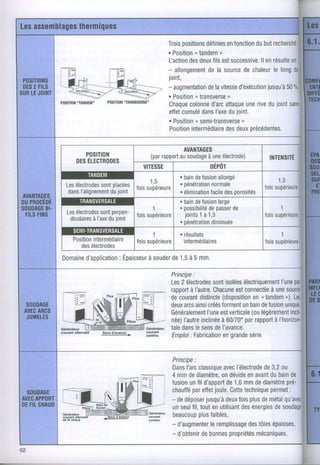
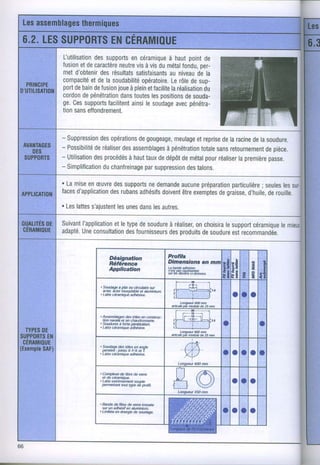
Définitions différentes
des ohases soudaqe:
de
Pré,gaz
Purge canalisations amorçage.
les avant
Couranttemps
et initial soudage
de
Permet préchauffer pièce deseposi-
de une et
clrrectement lejointà souder.
tionner sur
DISPOSITIF
D'AMORçAGE Rampe montée
de
ffi[ffi
PACSYSTEM
une progressive courant
Permet montée du de
s0udage.
Evanouissement del'arc
Evite cratère findesoudage lesrisques
le en et
particulièrement
defissuration enalliage
léger.
Couranttemps
et final
Permet soudage position, relançant
le en en un
cycle soudage interruption I'arc.
de sans de
DISPOSITIF
D'AMORçAGE
HF
ffi Postgaz
Protection la pièceet de lébctrodetung-
stène.
Balance
de
Accentue, soudage la phase péné"
en AC,
tration dedécapage.
ou
de
I
ffiffi
Soudage pulsé
Facilite soudage position tôlesfines
le en sur
et éviteI'effondrement bain.Permet
du un
dépôtrégulier métal
du la
d'apport améliore
et
pénétration.
Agralage
Permet pointage
le rapide tôles
des avant
sou-
dage.
Connexion:
Torches/générateu
rsTlG
| Lesgénérateurs à amorçage
TIG HF
l^
l-
.r.
r:,,
' l
Æ
:/
,,1
i/ o@ @ @ | sont équipés:
de
CYCLES
DE
SOUDAGE
| ; * ; l I . raccordement la commande
de
l r " * o f f i f f,f i * gachette 5 broches
" : fiche
lg l*o*"1Ë * l . racc0rdement (puissance
central
lË nl i+ $ g Ë * ] l * " * * l' Ë * " r gaz,type DlNSECreux.
soudase,n;il
, Ëi lË 5,:
llË rË ËË rË,Ël intermédiairesprévus
Nota Des
.
pour anciennes
les
sont
torches.
60](https://image.slidesharecdn.com/lesoudage-120718164815-phpapp02/85/Le-soudage-60-320.jpg)

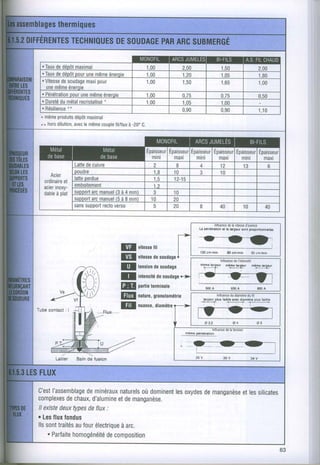

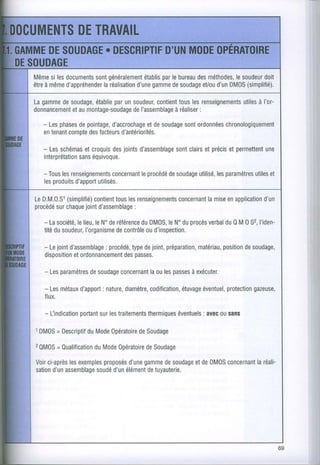

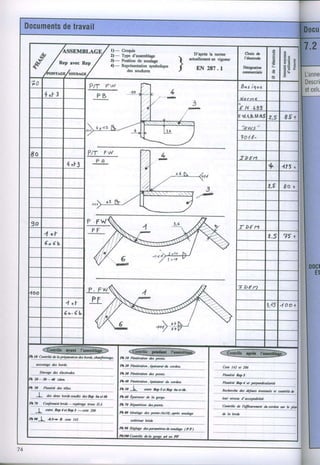
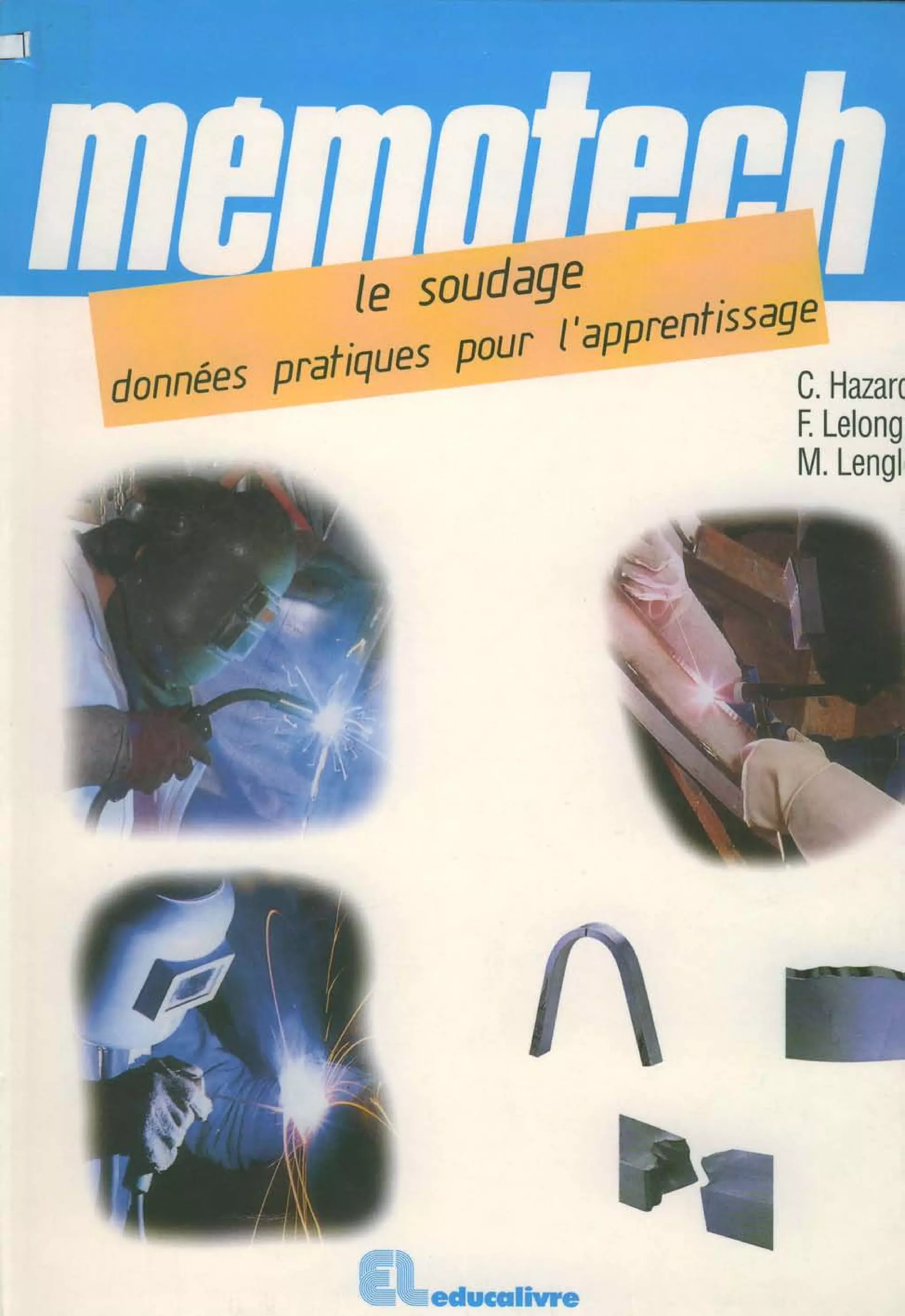
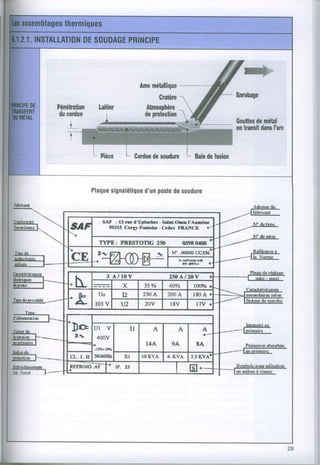
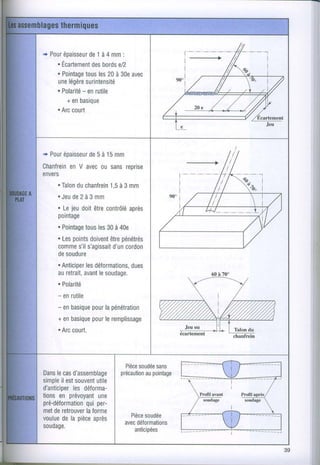
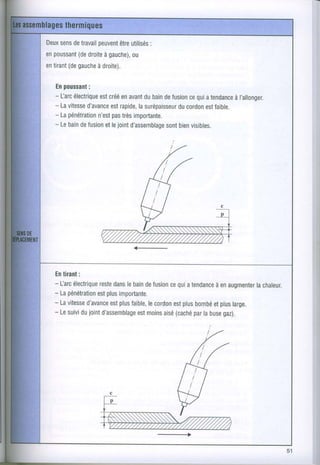
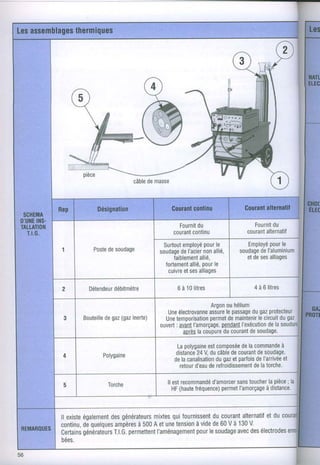
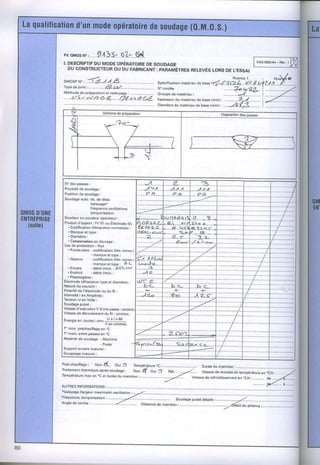
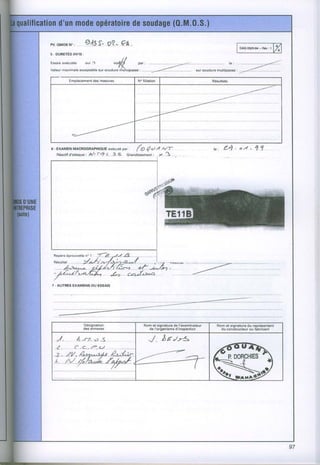
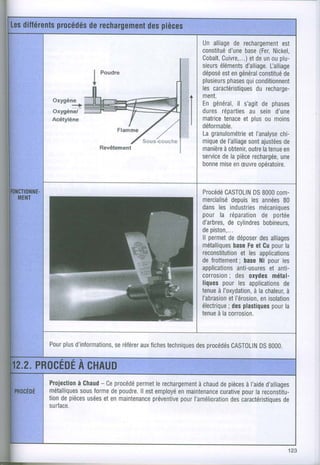
![Document " DM0s à compréter resoudeur,
type, , par rejoint
d,assembrage
2 le 3, de proreOe.concernant
Rep avec Rep passe penbtration,n tAt.
cetype document aussi réarisé oerogiciers
de peut être à r'aide spéciarisés
lrrsriptll dc nodc opér{oirc de ffitdrgc
ûr rm$ructeur ou du frtricant
t O*fOj I
Lirs :
ËJûtlliÂlTtjR O{.' ORCr${fStm D.lN$pti(:UON
Dllnqrcîws :F] :
OO 4 ^ O 4. .l ïn ferna
PI'QÀK'S }T I
li&todc pd{pniliil { nû}y1Ecj S c r o g s - ( 67rn
Cffi@ù f!ù.imr
l'?c,rlagc - ftt.Jrd/traq €
NoMdund6!'
r 9tl PA NT sÊjdtlfliû dr MÉi.u dj lmr
lt!.édédÈedrgsi W OA
4 q 4 Oprkry ù mlhi.v d. br* (m) j 3, d
Typ.dcjoifrr ts W Dhnà& û dôiu dÈhr*(rm)r 444, 3
Dà.ib d. F!+sdiil dd joiil (bi,dràî!; .
P6iho d. edegÊ dc t'ffi1t6$, P Q
Schémr de préprnrion
3 6o"
r-*"'-l
16
1,5
'J-ç--r I Ta l,n 1.5
ï
.r [-rinc l---li o n)
B.
Prrrotttls dc rordagc :
Mûârd'rppan, codinqtiw, dL_FN.L!.!*!-G-fJ-* Âutffi iniirnilârims : Pé, i P"q lt. n t"/o /,
-
t r u r q æ e r t y p Ët F
5: Nerl-a! ÇQ Ftlle suivonl!. vqrr
DluloS ot.f. ol,L
Reptit spécial€ sdchrge
w : -.2â pû * ; {balû}qgc,
lrgia,f eodrmle)æilhlitr : -.""/
cdzdcpmtættdflu-,o*ar, 47îîî*-
5m: Fshw,t4tffietlm: --/
Débirdc ge; aart;t: 3t. F=-.--*...t.-*_
_ souhsÊpnlsédaaib, ..*-
qv6:. , Distfir€dcrnsirdm ; .,.-""
TFypcd'élærrodedaorqËràrdditræi^, d 2, 4 Détrilduplm:
D&aildegor4eçodtsqXputavss; 5 anJ
Anglcdetmh: _*-1
TËtrpératm&p!êclrarege , --1' -.
fqîp{rrturc c[at€!ûsca : .-/"
Inftanûr ùÉroiqæ rp{êr $udagc ou eicillisamt : ./-
Tmp6, Uûp&ûùlrê, ndluÈ:
Vitr$u dr m.ntéÊq r€f,rptrâtrc cf dÈ,çtûidisemtrf
:](https://image.slidesharecdn.com/lesoudage-120718164815-phpapp02/85/Le-soudage-75-320.jpg)

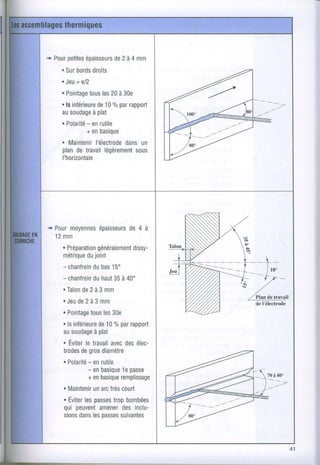
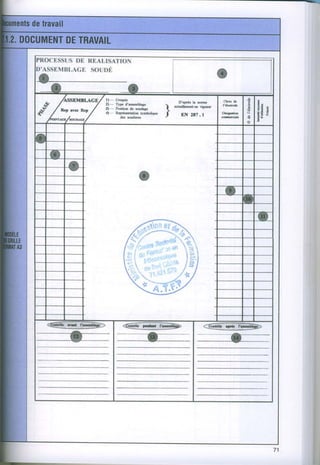
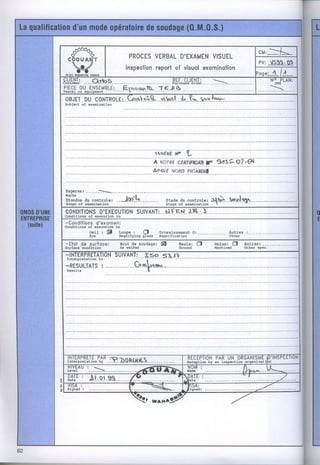
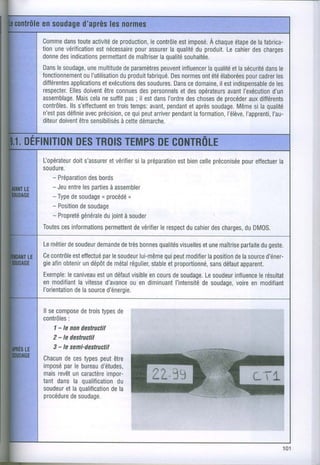
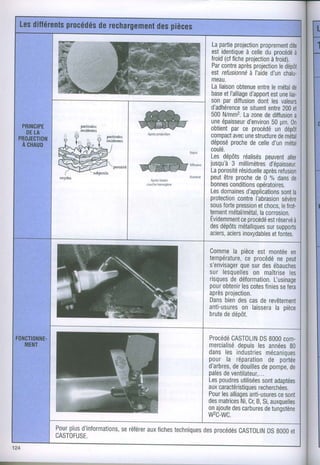
![-
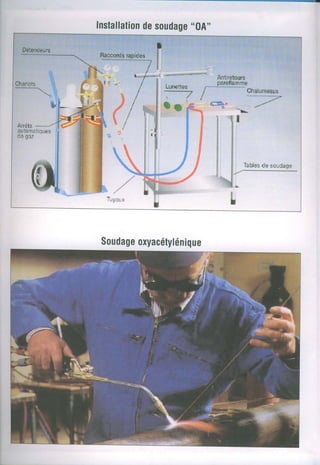
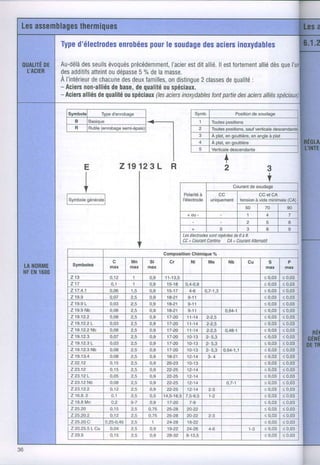
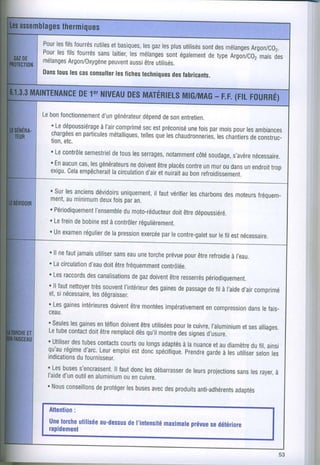
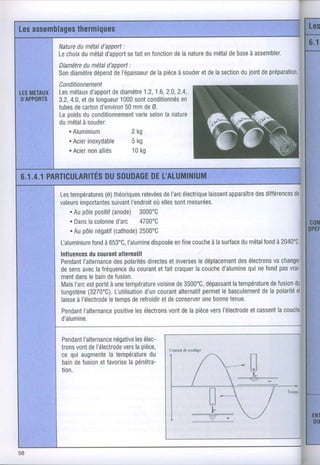
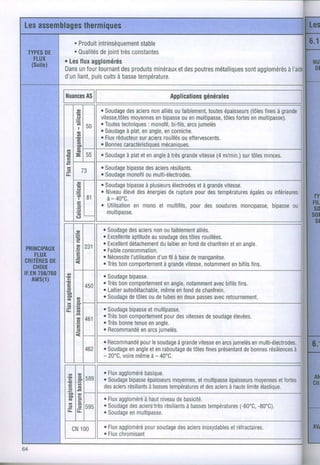
D.M.O.SP
Descriptif de node operatoite
de soudage preliminaire.
S"u A*". g..* (*'"<-
AlvfxÉ
A NOT cERTtFrcAt g4g E_O?_ .
fo €|r
vo" Ao4v.E.
i-2
{re€px11,!
oc PENDÀI' ? gEuRBs PRECITÀUFFÀGB:-<=- OC
-
Drha &u!. tKh.!
/ ^ ,
25.à "c
Nrj^t Ht*r.ExtrEPAssEs' 4
TEIP . DE !{ÀINTIEN I --2.- OC
ff,àÊ ! ?t.h.t ubbnN.
/
Posr.cltÀurtlcE- .c Z-- h
l,
)4 À^4
PÊ ?A
--:-
DC- s)c
215
Jlô t ro lpLlo .r!s : ,ro
4'ltry
-87îm
---T-
i,.fJl os î* êL
MDlo-RâdtogrÀphy PV No
vIsEL.vIsuâI
COITROLE Inspect Pv lt.VSq9.Og '.gnmr{ardæ Pv n.----
ESSÀrS xEcÀ,l{ecâ trlals pv n.êtr-oq (t]!)
àLt*€E {lrrlil€* PV tto
[ÀcRæRArnrE rv x. È:A- o{(.tft Àttm8.oth.E R.rSvolf PvN.-1198*-É-](https://image.slidesharecdn.com/lesoudage-120718164815-phpapp02/85/Le-soudage-80-320.jpg)
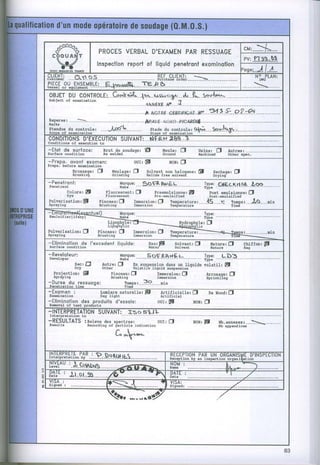
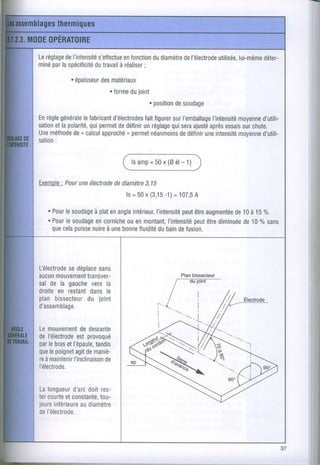
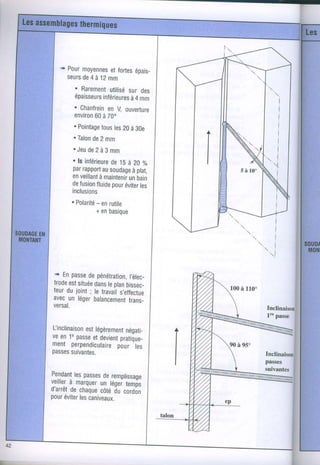
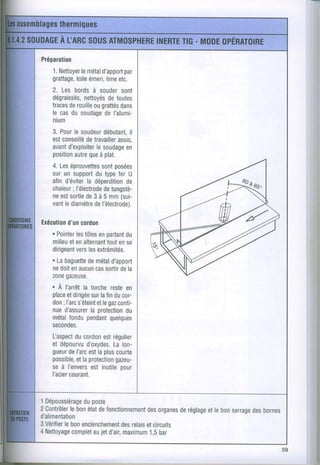
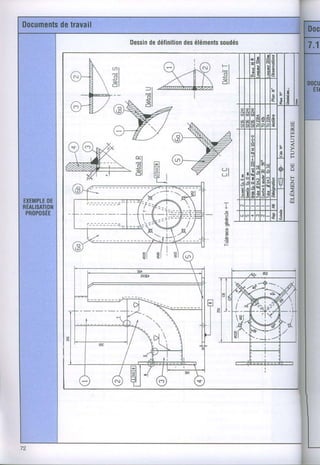
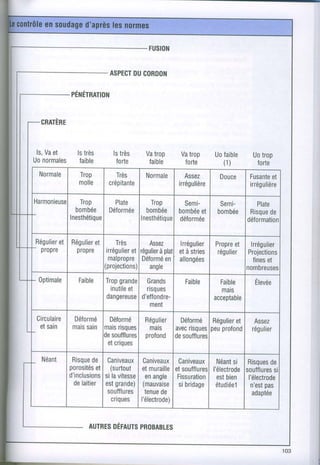
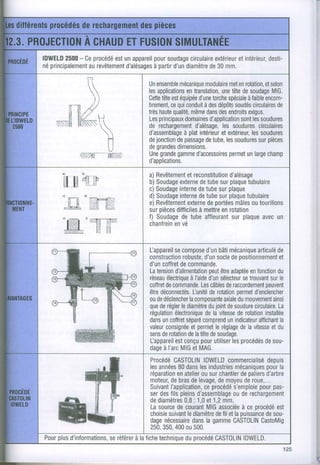
![qnclecnrc@
4'4E "".'^*1fl.t;i"*ji.ryi'i:W*11**ffi'" RE eeEl8'012
R!t/
Irl r.t.2r.7e.r8.oo. n.ze.es.gii261
rér6coor"*
wnnner.flEç
I No
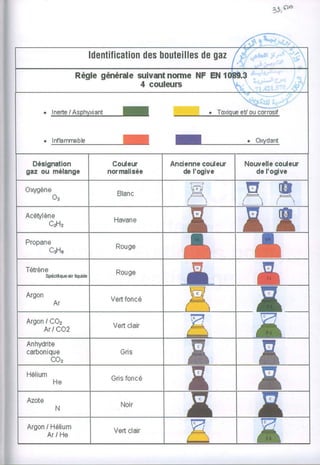
coNDrnoNsD'EXAMEN RADrocRÀpm
Radiographic
Examination
Conditions eæoor.st.s.ïir;i,ïli
Affaifs N..C&I.OMO.S.IE4/981... Eprisssur ré€lle
Prcject ô ext.
nàd thicknessi...--.2O.......mm fi ô............,....mm
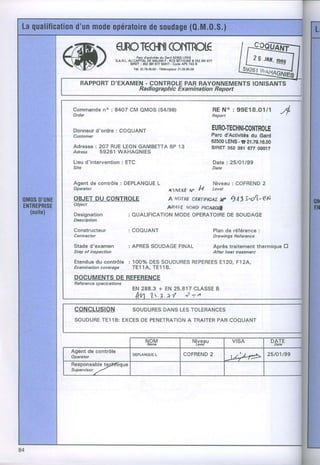
Commandeusine N'.8407,,...,....
":::::;, Mstériau Férritiqu€
No ."'l'iùô;;;"ôËiiiliiiirr Mdteiat
{,vrvfÀf ftÉ 5-
'3)9ço1'@J
Feilitîc' E â,ii*;,ïq'" tr
!à:*: la plèce
Repàre do
nem ma*: Aluminium E Autrg/orâel,.
....,.....f1{i4,L,,:...Vâen,.plêÂxfr/fi
Flepèr€ soudure R€pè16(s)
w e l dm a r t : soudeur{s}
...,.E12O....,.,... Weldar
m4rk ts|,.,...,.,...,.,..,,,,.--
- R ô y o n s XX Ê a v f J
I Apparcil I Appsratus No Foyer maxilFocrc max. mm
TensionutiliséeI Voltage used kV Ampérage/nreasrty mA
- R a y o n s T l l a a yI :tr,|92E
:Co6OE :AutrelOthcrrl
Dimension
sourc€ Sourcesr?a e x h: 3.00 x 2.OO
/ 0l 962.O GBq
AclivitélActivitv
26.0 ci
AEF( I U4
- C A S S E T T E: F o r m a t t O x 4 0 E tOffi Aultelothet Ê C.
Technfque Simplllilrnlsingte ritm tr Techniqus doubla film A Autrelâtnar E
Avanl I F:ont :
Ecran sn pb. mmt: o El 0.027 n o.1 tr o.2E
IntermédialreI lntarmediate:
tcîcens ln pD. mm 0 E ZxO,O27 E 2xo.OS E 2x0.1X[
Atrièrc I gsck : oE o.o27E 0.1 tr 0.2 E
.
rltgs gn Db. mm/:
Avant I Front 0tr ôr f] lEl 2tr
FilteB in pb. mm Blocsç,a I Blocking : O E
-- Techniques 1El 2 B 4El
tposfiron source film] :
Panofsmiqu6 I panorumic El Fifm par lilmlFitm by îitm EI
une paroi gxaminés I singte wa!! vtewing Er Deux paroi examinées/Douôld ws, viewing LJ
Etlipss tr
ElliDsis
Contact extérigur I Contact outside Drins le plan E
E Autrelother tr ..,,......,,,....... ln plane
Source distance film {ll bO0.O0 mm
,f;i";i[rÆ::"8i7!:Àn;ni"yu" t| 23.0 mm o exr./oD....0.00... mmx ep./rh 2o.o mm
oeomoûtcsureharpæssi - t mm u o o n m m : F g < o . 2 [ E : 0 . 2 < F g < o . 3 o n : o . o o < F g < o . s o E : A u ï e t o t h e r o . o o m
l f o - u - - - é - - q l in l i g
Temps d€ poso I Exposure
time....Q,., n ...8..-. min ..-8O..s
- lQl : AFNOR H 3 tr HÂE--- '{BE- Côté source E
DIN FE E DrN E lo tso16 m 6 tso12 tl
AL lrso7E Position
Source side
ASME tr Désignatlon : Côté Film
Film side
tr
rrccassrng Manudl
AND
Automâtic
Bévélateur G135 Tsmpératur€
Develower 240C
Temperaturc
Révélateur G335 Températur€
Fixer 240C](https://image.slidesharecdn.com/lesoudage-120718164815-phpapp02/85/Le-soudage-84-320.jpg)

![(ffi) qnol€(I+tl
Pârc d'ædvfiér du Gsrd
S.A.R.L.AU CAPITAL SOO.OOO FI
OÊ
-
F.
SIBET | 352 3al 877 oCûU -
T6l. 21.79,18.[X] Télécopl€u.
99E18.01/1
t/t
iH,$l?y;,?"'ë^âXtlm%:#"4i#|Hf,
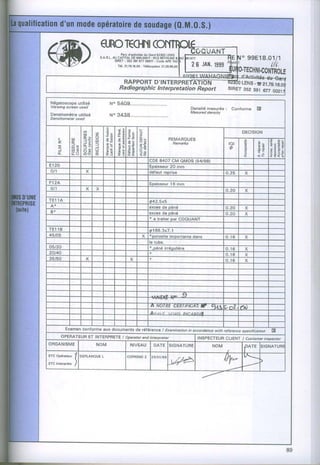
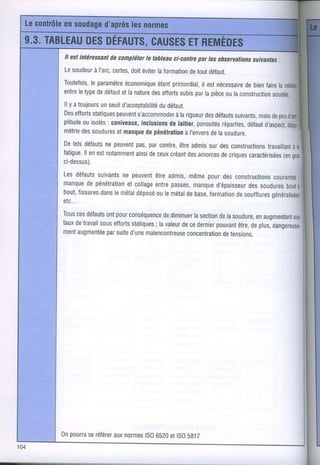
È::Ë:i N'.cM.oMos.(s4/ee).... Epsisssurréslle _ Osxt.
neal thicknqss
:...-...5........ mm ip O ........42.5 nm
C o m m _ a n du s i n e
e N..84o'7.....,..,..,,.,..,fi.....
n:opor:t Matériau Férritique -
tl,vfrt ," f Austénitique _
Appâr€il N o . '-""'I'rÙôiiË'iÈiii'iicar,
' .......... Materiùl Ferritic- I Austenîtic' tr
Aiiaratus 4A1Ço?-€f.
Rspèr6 de la piècs . '" Aluminium
Item mdrk : E Autrelother :
flepèrs soudurg Fepèro(s)soudeur(Bl
Weld ma* : Weldù ma* (st .....
-RâyonsXlXBavEJ
Foyer maxilFocus max, mm
TonsionutiliséoI voltdgê
used kV Ampéragellntensity m,q
-Rôyonsl l aay 8 : lr 192 E :Co60 E :Autrs/orâal
E
Dimsnsion sowceI source lt) Ox h: 3.0O x 2,00
size
- FILM: AGF,A GEVAERT D4
- CASSETTEFormat10 x +O tr tO x ZO
: 15x40 E 15x20
Technique Simple lilmlsingle tiin tr fochnique doublo film E Au:JelotherE
Ecran en pb. mm/:
Avant I Frcnt : o El o.o27tr 0.1 E O . 2E
Screensin pb. mm
Interm6diaire I tntermediatei otr 2xa.o27E 2 x 0 . 0 5E 2x0.iE
Aftièrè I Eack : 0 El o.oâ7tr o.r tr 0.2IE
Avanl I Frcnt : itr 2ll
Filtrss en pb. mm/:
FiheB in Db, mm Blocagl I Bto;king : zt8 4tr
Panoramiquepanoramic
I E Film par lllmlFitm fitm
by A
une paroiexaminée singre viewing
I walr E Deuxparoi examinkèsltoubre viewingg
wail Fjj,f"?: :
contactextériour contact
I outside E Au:aelothet ,.,......,....,.,......., olan E
tr .,.,.,_. lrdnsle
Source dlstancofilm (l) 500,00 mm
lpaissaur radiographiés réerre{r) 15.0 mm o €xr,/oD...az-so,, mm x ep./th s.o mm
Reel tchi cknæ à diôgrap hisd
Ffougéométrique mrn : Fg < o.2 E : 0.2 < Fg < o.3o tr : o,30 < Fg < o,so El i Au.trelother
sn
Geometic unshamness mm
in o..00mm
Tomps de pose I Exposurc
time ....A,,, n...5.... min.....O..-
s
. lol : AFNOR
Gôtésourcs
Source
DINFE E DTNAL 10tSO16 E 6tso12 E
E side
LOIE FilM
ASME tr Désignation : Film side
-Développsmont: Manuol
Processing Manual
Révélôteur G135
Developpar
Révélâdeur G335
Fixel](https://image.slidesharecdn.com/lesoudage-120718164815-phpapp02/85/Le-soudage-86-320.jpg)
![Laqualification mode
d'un (0.M.0.S.)
opératoiresoudage
de Lz
(@) €UROI(CHNI
Par€d'activités Gâd 62300
SIRET 352381
Té1.
:
du
S,A,R,L. CAPITAL 600.000 RCS
AU DE F.
-
LENS
BÉTHUNE
67700017 CodeAP€ 74
21.79.16.00. TélécoDieur
21.28.95
??$ llN 1999 No 99E18.01/1
rlt
C O N D I T I O ND ' E X A M E N A
S B
Ra diog raphic Exa m i natio n Co n diti on s'ui)lo d'Activités du Gard
21.79.1
Affaire N..CM.OMO.S.{54/98.).... Eparsseur réelle d ext.
R e a t t h i c k n p s s . . . . . . . 7 . . 1 . . .m m
, .. il o.......1.68.3mrr
Commandeusine N..84.O.7...........
Sltop otdet n Matériau Férririque _ Auslénitique _
Appareir ru.. .... ltt[LF Y...tr.. Matetial Fetrittc lN Austenitic U
Repère la pièce
de
A ruorRr ti?tl|t{';'!!t ff a4i9tL4ù Aluminium D Autrelother:
Itemmark: . . . . . . - . . , , , , . . / ) . . . . . . . . -r , . ; 1 1 n . . T t C A tE
Ri
Reoère soudure R e p è r e (s o u d e u r ( s )
)
wétdmark; .....TE.1.1.8........................ W e l d e tm a t u b ] . . . . . . . . . . . . . . . . . . . . . . .
- R a y o n s XX a a v D
l Appareil / Apparatus No Foyer rnaxilFocus max. mm
Tension utilisée I Voltage
used KV Amp&agellnrensity
R a y o n s y/ y C a y 8 : 1r192 E :Co60 Û | Autre/othet n
D i m e n s i o n o u r c e/ s o u r c e E e l D e x h :
962.0 GBq
s s 3.O0 x 2.OO Acrivilé/A civirv
26.O ci
F I L M A G F A G E V A E R TD 4
:
OMOS D'UNE CASSETTE I Formar 10 x 40 D 10 x 20 E 15x40 Û 15x20 E Autrelother t Cnr
0i
ENTREPBISE Technique Simple film/S/ngle t7m E I e c h n i q u e d o u b l ef i l m n Autrelothet a
EN
(suite) Avant / Ftont otl o . o 2 7! o.1 n o . 2E
Ecran en pb. rnm/:
Intermédiaire / lntermedia te oE 2xa.o2iE 2 x o . o 5E 2 x o . 1f l
Screens in pb. mtn
Attiùe /Back o fl o.o27 D o.1 fl 0.2 E
Avant I Front O E o.5 fl 1 ! 2 a
Fillres en pb. nrm/:
Filters in pb. mm Blacage / Blocking ofl 1[ 2 E 4tr
- Techniques ( p o s i t i o ns o u r c ef i l m ) :
Panoramique/ Panorarnic fJ Film par lilmlFitmby fitm m
une paroi examinée I singre watr viewino E Deux paroi examinées/Doubte wat viewing D Fjl,f"",: :
C o n r a c te x t é r i e u rI c o n t a co u r s i d e o'"" '
t E A u t r e / o r t r e rt r . . . . . . . . . . . . . . . . . . . . P'i:r';
S o u r c e i s t a n c ei l m ( 1 )
d f 169.0O rnm
-7.1
l g a i s s e u rr a d i o g r a p h i é r é e l l e( 1 )
e 9.0 mm @ e x t . i O D . . . . . o ' - 0 0 . . .m m x e p . / r h mm
ReaI t chick nes rcdiograpl1i d
s e
F l o u g é o m é t r i q u e e n m m F g < O . 2 8 1: 0 . 2 < F g < O . 3 O D : O . 3 O < F g < O . b O n : A l i r e l o t h e tO . O O m m
:
Geometnc unsharpness rn mm
T e m p s d e p o s e I E x p o s u r c t i m e . . . . Q . . . n . . . . 1 . . . . .m i n . - . . 1 . O . .s
,IOI:AFNOH H3D HAtr HBN CôÎé source n
Soutceside
D r NF E E D t NA L E 1 0 t s o 1 6 E 6 r s o 1 2 f l 1rso7n Positio
n
ASME n Désignarion :
Côté Film m
Film side
- Développement :
Processing
Manuel tr A u t o m a t i q u eF l 12 MN AGFA NDTI
Manual
Révélateur G 1 35 Ïempérature 24"C
Developper
Révélateur G335 Température 240C
rtque I ÈnîtrctP rnP otmenston ùseo tot opomcttlc unslrâtknpss
BB](https://image.slidesharecdn.com/lesoudage-120718164815-phpapp02/85/Le-soudage-87-320.jpg)
![i:.rij'lo, È
b
F
< 6
q 9i:i"ïqr'.i
.?N d
U
(
3l
à
,1
l
l
o J . . 1 1; , . .
,. I,r;.t .,1
'1jrc4i.j:-.1:
.i !4 f1 è
tà È > p a
!r) p,L
! (i
n Èl
z N
z H
bts
*?
:
s
E E 6 6
. ' r Hë Èo fr 5
ts
]E:
*
o
q
q
^ct
Ë
I Ë 3B *
i F r.F I Z
N
B
z
Xg , E -
. 3 à
i E Ë BH 9 o
È c
Â(
d - â0 F Ë Ea z
rrl k
H R È ; z > t È Ê
n
HP ' FË F.
nzË
"x4
i ,Eg, 9 É
! ô
kl
! ÉEH 2
ts F-l rr'
E
;qK
,!i:{H
;3t>
Ez >
z
o
a
3* z
c q h Ê
F É S È
E1Zà< A
Ê
:së
a È 9
PHÊ
Èt
IJJ
J
z
ÈEE
>Pi 2
tA
a
è
o
F i g D5 R
5 sE ;93 R * n
< è PI { Ë - s È
Js ËEË F a a q Bt39 r
> X: q . F H HE
J
E : {
àËoPo
5!
[E- É
<ù E
3T Ë3 É E =!É È
è
n E a
*
r
o
=ÈE F $ R È"ËË U a
4*-e 3 Ê
H E g ËË
E R * E
-r cl
h
f-.,Ë3
q :
d u - FI
È
a
ô s
. .
È
à
=! q
L É X
S Ë
t r Ë6
< Ê 3
o s É ^ , l - T -n g E - E , n
c ; K > à q U). ; B
'
E i
H
ËË3ËËÈ E
3
z
,à
è 3 R
J
3n
F
è
3ËFg
? : 3$EsÊ H F E , g È ?Ë
FI
3 F b : n al R s
è
È È ë* E
d
?-tr z o
E 53 5 ; L {
s
8 P ÈEEEE
E Ë Ë Ë * " i i o 1 :
le
k -
5€
q
E3EsEÈËg- E
ë
à ïË ; s
E 3 I
q
El
a 9 ù
ts E
r.E
E 6 <
I : = E
R è
isE t,
P G ia6EE X q ÉÈ3 q
a
fi, i' H E 2E F È T . ' E s a a ÈFI
EEËËgH5
o
gfl'ut' i' Ï
q
È, "-,Y.
6 g
q
isË { ùs
;1" ; a z z ÈË](https://image.slidesharecdn.com/lesoudage-120718164815-phpapp02/85/Le-soudage-89-320.jpg)
![ig[f,*Ë"
< o
S,4r#Tiri*:r É
O
N
È
N N
A N
lmns; ruoa
*5
& z
C Cr-O â x 3: u q q o o
gËËH
ËF 6
(,
ô
Z ,., tl
O E o
Ë_<z 1.
âEs è
HpEFË : Lrg
Ë ' t F 9 * k
z s E
Ë$
A-' Q
| < q
3fiH; à
hr
È " Ë Ê I
ËHÉ
tàz<
è
lL
è
()
|t]
i u ;
gsi i
.
trl
È
F
e
è a
lrl
R E E
Ë q
E I i
i
a rl
{ o
N
È t
? R
,,, Ë
u l'l FI
lÈl
h
Z T Ë ;68
Ë -Ë Ë F A S 3Sg g
I
5 " , F
J J J
E
-
lùi
è ts F É
Ë; : P F A {
e È a
&
Ë
Ë
388 388
()
o
âxs
3 - È * u : {
u É o ô > € ! z I
# . 9
Ei S nH F
$ Ë P
a
q
z
s
F
B Ë I
?
F
9 J
o
t r
ËE ,=+ ; t !
r ù
iJ
(
'l
È
k
a
< . q 1=Éz
E
1 r ' n É; * ? l
ol
(5
È oË> -h=
;.. J'l à È XFe û * È
+ { o û F È
Ë',9 t > ,3 < û <è 39F
ff
E# & tri
E < d
ÉiâF aa2
^
r
va
a k
s
{
g e
: Z 3 J-E EE
= d @
d
< !e
{}-F
È U g
F
à Ë 9 d
r;<
tr-
i H g EEEJ < Z u
eË;
5.ç È Èt
6
li
.ila](https://image.slidesharecdn.com/lesoudage-120718164815-phpapp02/85/Le-soudage-90-320.jpg)

![S A F
- Saint
13, d'Eptuches Ouen
rue -
I'Aun6ne95315
Cergy
Pontoise
Cedex
certificat de réception At,rrxr
v )Q
INSPECTION CERTIFICATE
ABNAHMEPRÛFz€UGNIS A NOIRÊ ÛËRT,FTCAE 313çO?-gl
F
SUIVANT NFENlû201|w3.1B Âurrrç nrnon Dmansfl
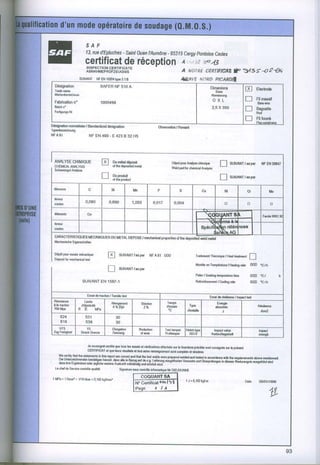
Désignation SAFERNF 510A Dimenions [] erotooe
Tmdêmma Sizes
Markenbezebhnun Abm6sung
O X L Tl Filmâssif
1000550 Barori0
Fabication
n'
Bâtch
n' 3,2X 450 l--l Baouette
Rod
Ferligun$.Nr
f] rittornt
Dôsignalion
nqmalisêe/ Shndardized
designation Obsflalion / Remark
Typenbezeichnung
NFA8l NF EN 499 - E 423 B 32 H5
CHIMIQUE
ANALYSE
CHEMICÂLÀMLYSIS
E Du mélaldQ6é
of lhe d€pciled mslal
Dépolpoû Analysschimiquê
Weldpadfor chomidl Anavsis
fl sutvnril"rp* NFEN26M?
Schweissgul
Anâlyse
f Du produit
of lhe p.oducl
l-l suventtutpt
CARACTÊRISTIOUES DU
MÊCANIQUES METALDEPOSE,/
mechanical oftho
oroDortios
Mshanhcho Êigensciafl6n
pour
Dépôl essais
mécanique
Dêposilfor m6hoicâl lesl
E SUIVANT/asper
NFA81 000 Thômique/ Hdl l.@lm6nl
Trailgmônl
T
Monlêo Tmpôtsluro / lhaling Ele
€n 000'611
T pq
SUIVANT/as
P6iad S@kinglempeElur€
/ lime 000 'c/ h
SUIVANT 1597-1
ÉN R€lroidis8em€nl
/ C@ling
mlo 000'c/h
RESULTATS CONFORMES AU CODE ASME SECTION II PART C SFA 5.1 E 7O1E
Je sMdgné ædifie qre lds 16 esais 6l vérifidlionseffstués sur h fdmitue précilé€sool msignés surle Fésflt
CERTIFICAT qF l€ursrésullals lot aulrelsnseign€mont @mplslsel sinoèrs.
€l êl sml
W6 æ.ilry hâl theslalemenls lhh reportafe er6t andlhat lho t6t wsldswer€pr€pared
in wd& andtestsdin a@rdaM with ho re$ielomônls sb@smstimn€d:
Die unl€rzoachmndsn bêslâligenhi€fmil,dâssôllei0 Bezug de o.g.Li€ferung
auf âùsgshu.lônVers$hs undUbéprtifung€n dmsm Wqkzeugnisauslamhil shd
in
dassihreErg€bnisso ieglichê
oder weilereAusk0nfl vollslâftIg underhrlichsind.
Ls chelduSeNi@ qralilé
conlrôle Signalurê conlrôlo
sm informalh@ DIÉUDONNE
Mr
I coouANTsA I
I MPs= 1 Nmm'=1i10hba -0,1M kgf/mm" 1J=0'102ksr'm Dâre o5/01/lse
iî.cêrtiticatn"tÆl :
lp"o" ^l^ |](https://image.slidesharecdn.com/lesoudage-120718164815-phpapp02/85/Le-soudage-93-320.jpg)
![Aft!^/fxf tf v/5
A &0116cgRnFtcAR 3"-B* o 2
F
oertikon soudurc Fnnce&s,vÉ NonoPictr,Dl,
Z.A.de Courtaboeuf-Av. I'Océanie
de
B . P .1 1 4- 9 1 9 4 4 e s U t i sC é d e x
L A
(1)
Té1. 69 59 15 59 -Tétécopie: 64 46 07 56 (1)
Certilicat Conrrôte.S
de par
tNspncnoN
*nr l_rygfLit |,Usine (C.C.ptr.)
av raironv
T,g[Æffioîrsret{
EN 10204 3.1.8
Les Ulis, le 24.12.1958
Date/ Datum
Iype demétal d'apporg FilTlG (WlGwire)
, ype ot fliler matal / Zusatzweûstoff
clienr:CoQUANT
Customer / Kunde : Désignationaqrn6slç;s1g. OE-SGZ
I rade mark / Handelsname
cde: s3z6 cM 54/eB
È .jle
N. Lot . 01395
Réf..àla norme : DIN BOS9:W SG2_1y4254 Lot N3 Chèrge Nr:
Dimensions .2.01000
Kel toestandatd DIN EN i669 : W3Sil
.
Size / @:
du métal déDosé fl
. ol dopositedmetal
o/o rcines Schwêissgltt
lhimique
âlafy_.se
vnemrcat anatysis du produit
of frller metal ,/ product K
C€ractéristkluesInécaniquesmétal déposé
Mecanical properlies depositod metal
EN fi204 2.2
Mechanische Gûtewede reines schweissgul
ïempérahrre R- R" A(sd)
d'essai N/mm]
"c N/mmr oh
> 420 >22
Test Temp. I Tensite strenath yield slress
Probe Temp Elongation
I Zugtestig*éit Slreckgrenze Ileat treatment
Dehnung
KennblattTùV : 5671.01
w.B.
l](https://image.slidesharecdn.com/lesoudage-120718164815-phpapp02/85/Le-soudage-94-320.jpg)







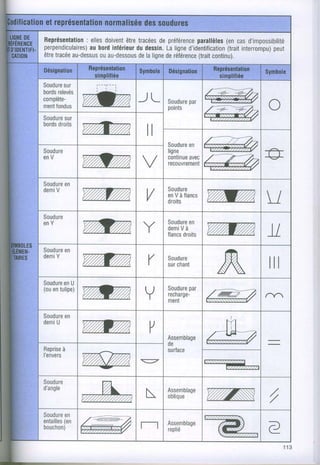
![Godificalion
et représentation
normalisée soudures
des G
-<-@-
DESIGNATION
ET
SYMBOLE
Symbolisation
Représentation
soit soit
# O U
SOUDURE
EN
ENTAILLE
@ d | / tfil
t r J trtr W [W"
^ o u :
SOUDURE
PAH J J
POINTS
o
trJ .lfi
fl
EXEMPLES
DE
POSITION
DE
SYMBOLES
mb KK o"n
Gfu @ 4
nA
n
*((* ^(K
Yl-
trtu
o"n
t-_l [^1 0 . . - n è n
SOUDURE
D'ANGLE
lÆ4 lr) rK r{((i
oul---_lll oun
N ML l ' o l l - l
-f,-----] rf,--1
-ï-
-{â-
n
U^+ frrv
*ïN*
-{â-
""
17 -.
ML
lTrmrrtttnl
-17-"
[1 r
-P+-
--
^*
116
G f u tr k](https://image.slidesharecdn.com/lesoudage-120718164815-phpapp02/85/Le-soudage-114-320.jpg)
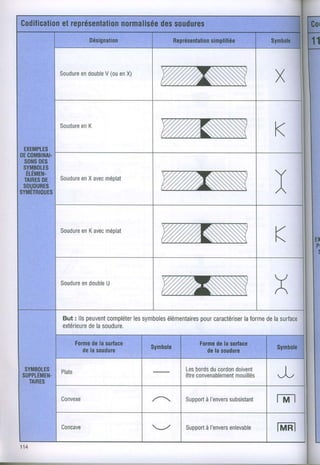
![Codification
et représentation
normalisée soudures
des
-<-@-
DESIGNATION
ET
SYMBOLE Symbolisalion
Représentation
soit soil
ML | -Ll
l-I-J1
n-----1
w
ouu[]
IXEMPLES
DE
POSITION
DE
SYMBOLES
H& dans
cellevue
* |l
n o n e c o m m a n d é e rzln
r
W- W N
7-l.j
'T
SOUDURE
D'ANGLE m_Jr
lplprTrrl
"-!-
non ecommandée
r
danscette
vue
N
ET_
Fl'rnrTDTl 7-
non ecommandée
r
danscellevue
m_.1
ffi--V
Posilion
incorrecle
Symbole Représenlation Symbolisalion
incorrecte
l-n il
JT
trJ
|IEMPLES
DE
P0stTt0N ---
IIIC()RRECTE
-v-
II SYMBOLES
E
[T]]tr]rrrï #
TD.I]lllïrm1
J_
7-
117](https://image.slidesharecdn.com/lesoudage-120718164815-phpapp02/85/Le-soudage-115-320.jpg)








![I
t
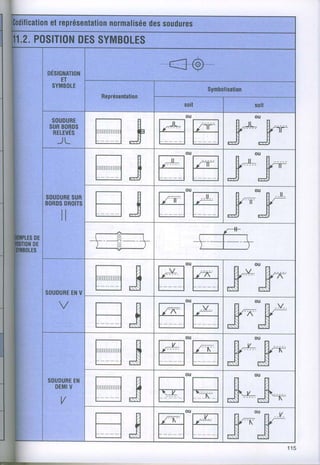
Soudage
Dynamisme
à l'arc termes
: :
utilisés
(Hot
d'amorçage stail)
t
I
i
Système facilitantI'amorçage enfonction type
deI'arc du d'électrode utilisée
enrobée I
(rutile,
basique, cellulosique).
Dynamique (Arc
d'arc force)
Système des par
lafusion électrodes apport
optimisant un d'énergie
enfonction type
du
(rutile,
d'électrodes basique,cellulosique),
Anticollage
Cedispositif la puissance lecas collage l'électrode le bain
réduit dans de de dans de
soudage ainsi coup lors détachement
etévite le d'arc du del'électrode.
Système antiboule
En decycle soudagerégime arc, dispositif laformationboule
fin de en short ce évite de
à l'extérieur cequi
dufil favorise
considérablement
leréamorçage
deI'arc.
T
Température
:
physiquecaractérise objective
Grandeur qui defaçon lasensation
dechaleur defroid
ou
par
laissée lecontact corps.
d'un e (thêta).
Symbole
Tension
:
Grandeur à une près,
définie constante caractérisant électrisés régions
les
corps etles de
I'espacerègne champ
où un etliée
électrique, autravail produit lechamp
par électrique
(on des depotentield.p.], tensions).
mesure différences [d. ou
que
0nsait latensiond'amorçage suivanttype lediamètrel'électrode.
varie le et de
Torche.'
Latorche pistolettrouve ledévidoir,niveau pièces
ou se après au des à assembler
; elle
I'approvisionnement dufilainsi laprotection grâcesa
assure etleguidage que gazeuse à
buse. peut dotée circuit refroidissement pour tortes
Elle être d'un de par
eau les intensités.
D'autres peuventêtre
aménagements lui dédiésbesoin
si est.
Transformateur;
Appareilstatique
à induction qui
électromagnétique,transforme unsystèmetensions
de
etdecourants alternatifs ou
enun plusieurs systèmes
autres detensionsetcourants
de
même fréquence généralement
mais différentes. plusieurs de
devaleurs ll existe types
transformateurs
:
. Lestatique
toujours qui
monophasé, fournit courant
du alternatif hertz.est
à 50 ll très
utilisé.
. Lestatiquemonophasé outriphasé d'un
équipé redresseur (thyristorsdiodes).
ou La
sortie courant continue.
du est
. Lerotatif génératricefournit courant
: qui un qui
continu le rotatif utilise
ou un
convertisseurdefréquencealimenté
soitparuneénergiethermique une
soit énergie
électrique.
0ntrouve sortie courant
en un alternatif de150 450
variant à Hertz.](https://image.slidesharecdn.com/lesoudage-120718164815-phpapp02/85/Le-soudage-135-320.jpg)


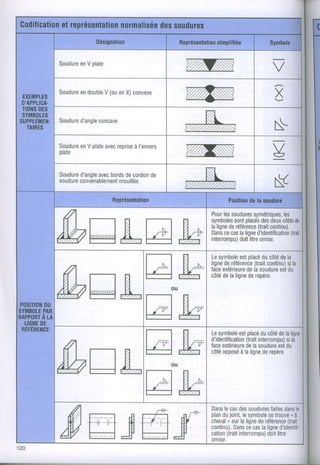
![dilférence
depolentiel un ampère A
magnétique
induction magné- 1T=11415.r-z
lique, densité
de B MT-2lr tesla T =1V.s.m-2
lluxmagnétique = 1 kg. s-2.A-1
fluxmagnétique,
fluxd'induclion a L2MT-21-1 weber Wb 1Wb=1V.s
magnétique =1m2.kg.s-2.A-1
inductance propre L
induclance M , 4 z L2MT-21-2 henry H
1H=1Wb.A-1
mutuelle =1m2.kg.s-2.A-2
perméabilité p par
LMT-21-2 henry mètre H . m - ] 1 H . m - = 1 W b . A -. 1 - l
1 m
=1m.kg.s-2.A-2
momenl ampère-mètre
magnétique m L2l A.m2
calré
aimanlation Hi, M L-1| pa
ampère mèlrr A . m - '
résistance(en
R L2MT-31-2 ohm O 1c,=1V.A-1
courantcontinu) =1m2.kg.s-3.A-2
conduclance (en 1S=1A.V-l
c0urantc0ntinu) L-2M-1T312 stemens S
= 1 m - 2 .k g - l. s 3. 4 z
tésistivité p L3MT*31-2 ohm-mètre O.m 1O.m=1m3.kg.s-3.A-2
conductivilé par
sremens
v,o L-3M-1T312 S.m-] 1 S . m { = 1 m - 3 .k g - r. 5 3 .4 z
mèhe
impédance '|
(impédance z L2MT-31-2 ohm O o=1v.A-1
complexe) =1m2.kg.s-3.A-2
puissance,
puissance E (P) L2MT_3 watt 1W=1J.s-l
W =1m2.kg.s-3
inslantanée
intensité
lumineuse r,(h) candela cd
fluxlumineux 0 @ , 1 lumen lm 1lm=1ç6.s1
quantilé onutilise le
aussi
delumière 0' (4,) ÏJ lumen-seconde m . s
r lumen-heure h)
(lm.
1 l m . h = 3 6 |0m . s
0
luminance L' (1,) par
candela
L-2J cd . m-2
mètre
caÛé
éclairement .1
lumineux, L ' l L v l L-2J lux IX
lx=1lm.m-2
éclairemenl =1cd.sr.m-2
quantité
n, (v) N mole
dematière m0l
masse kiloglamme
molaire M MN_1 kg . mol-t
parmole
volume
molaile vn L3N_1
metreGuDe
parmole m 3 .m o l - 1
conGentlation par
kilogramme
Pe ML-3
mètrecube kg . m-s
Goncenlralion molepar
uB L-3N
molaire mèlrecube mol . m-3
molarité (ms) molepar
M_1N
kilogrammemol. kgi
144](https://image.slidesharecdn.com/lesoudage-120718164815-phpapp02/85/Le-soudage-142-320.jpg)















































