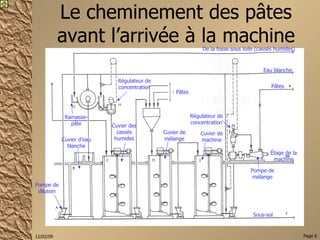
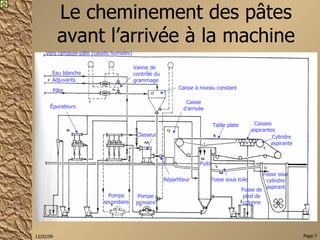
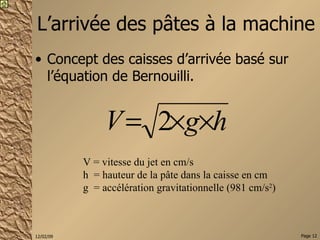
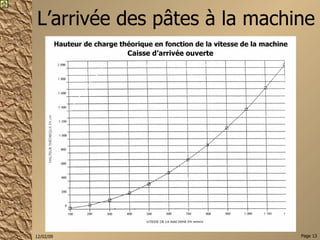
Ce document décrit en détail le processus de fabrication du papier, incluant les étapes essentielles comme l'arrivée des pâtes à la machine, la formation de la feuille, le pressage et le séchage. Il souligne également l'importance des différents équipements et techniques utilisés pour optimiser la qualité du papier produit. Enfin, il aborde les opérations subséquentes comme le calandrage et le finissage.