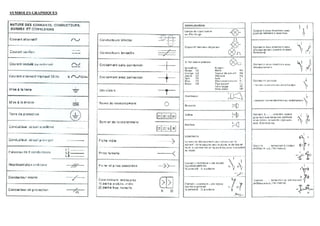
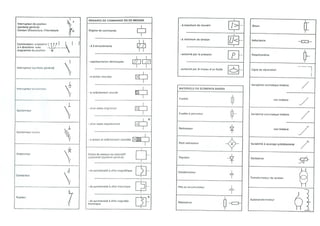
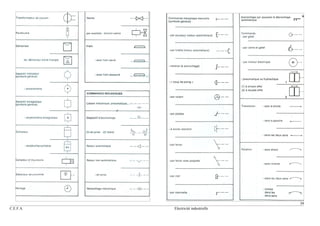
Le document propose une formation détaillée sur l'appareillage électrique industriel, couvrant les contacteurs, relais thermiques, sectionneurs et moteurs asynchrones. Il détaille les normes, les sélections d'appareillage selon divers critères, ainsi que les méthodes de commande manuelle et automatique. De plus, il aborde l'alimentation des circuits de commande et les systèmes de signalisation associés.