Téléchargé 263 fois










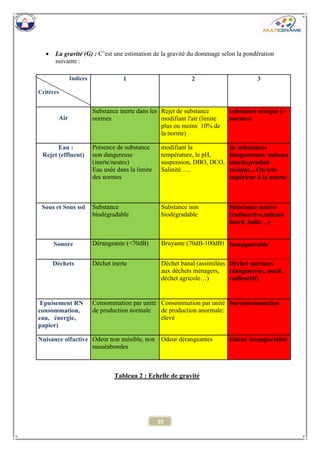
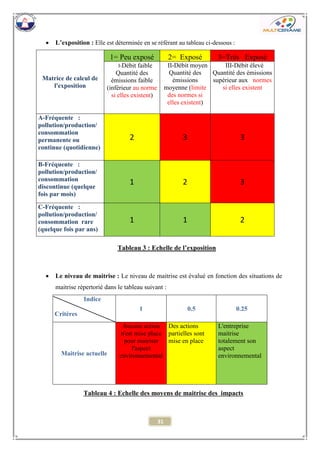
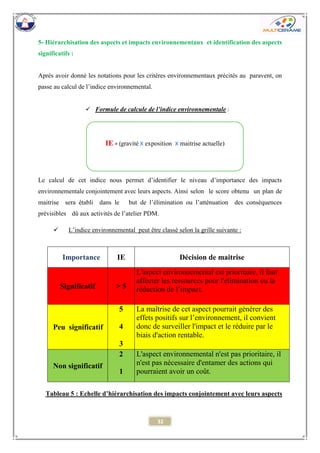





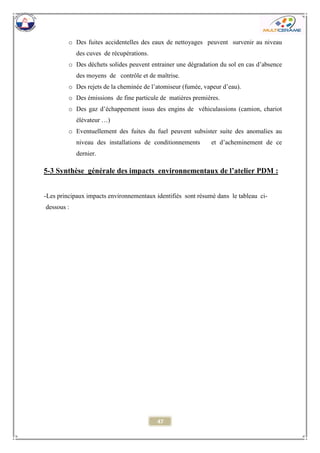
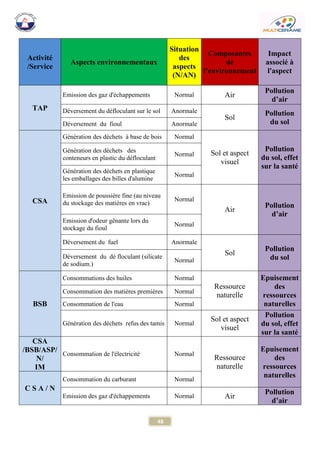
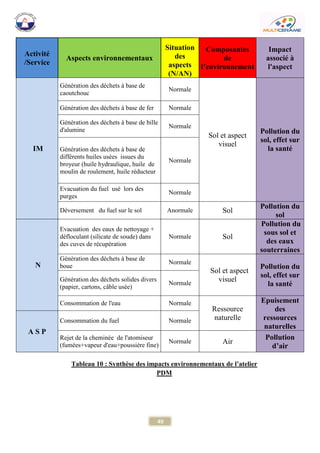

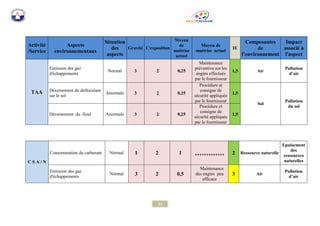
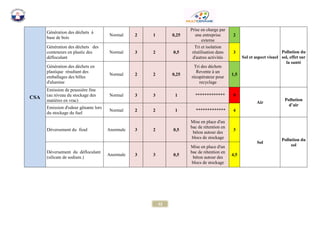
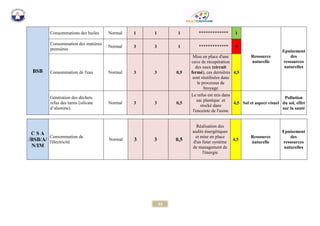
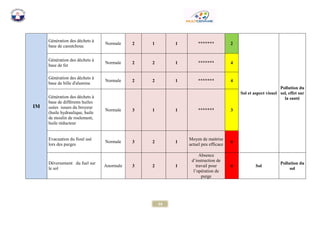
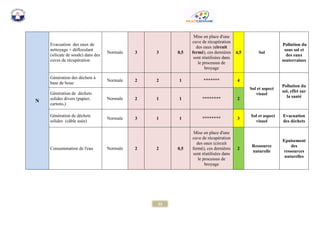



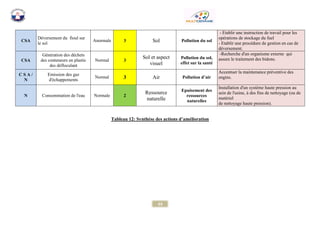

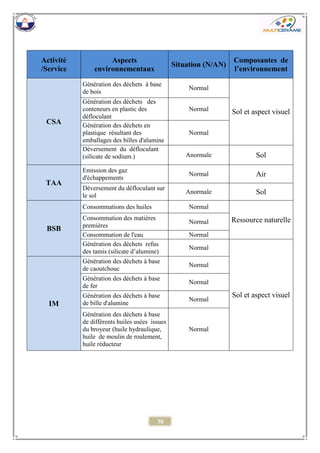



Ce document présente une analyse des aspects et impacts environnementaux de l'atelier de préparation de masse de l'entreprise Multicerame, spécialisée dans la fabrication de carreaux en céramique. Il inclut des abréviations, des tableaux, et une description détaillée des procédés de fabrication, en mettant l'accent sur la nécessité d'intégrer des pratiques durables au sein des processus industriels. Le rapport stipule également la mise en place de systèmes de management environnemental pour réduire les impacts environnementaux significatifs.























![Memoire conception-mise-en-place-tableaux-de-bord-gestion-societe-confection[1]](https://cdn.slidesharecdn.com/ss_thumbnails/memoire-conception-mise-en-place-tableaux-de-bord-gestion-societe-confection1-130617055646-phpapp01-thumbnail.jpg?width=640&height=640&fit=bounds)























