Téléchargé 254 fois



























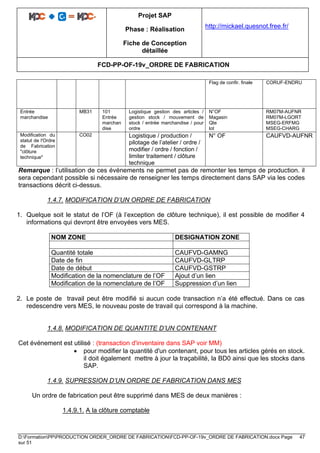
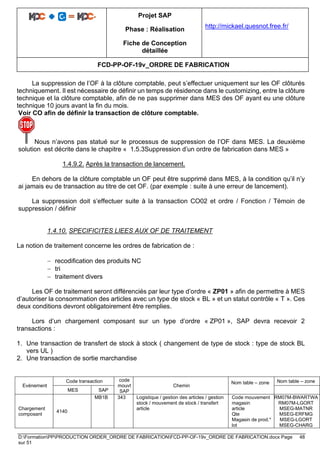
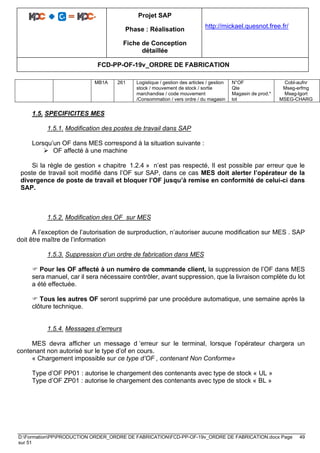
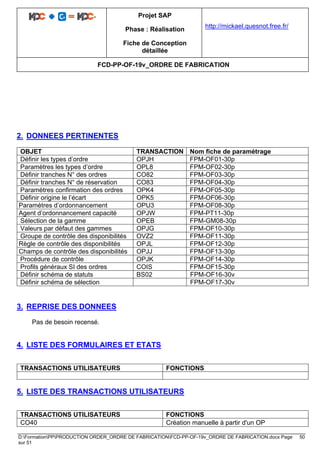

Ce document décrit en détail la conception et la gestion des ordres de fabrication dans le cadre d'un projet SAP. Il couvre les processus de création, de modification et de lancement des ordres de fabrication, ainsi que les règles de gestion associées. De plus, il aborde la solution SAP et les différentes spécificités du système d'information logistique (SIL).



































































