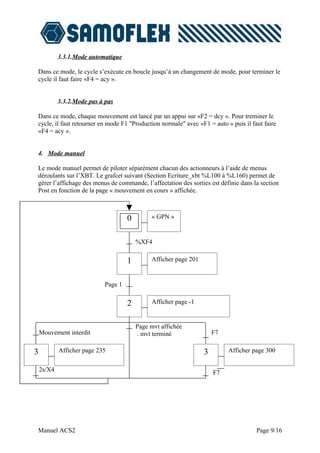
Le manuel d'utilisation de l'ACS2 décrit les différentes modes de fonctionnement (exploitation, conduite, maintenance) et les procédures d'initialisation et de remise en route du système. Il aborde également la gestion des défauts, des alarmes et les réglages spécifiques à chaque module, ainsi que les entrées et sorties nécessaires au fonctionnement de l'appareil. Les utilisateurs doivent suivre des instructions précises pour piloter les actionneurs et assurer la sécurité lors de l'utilisation de l'équipement.







![8.2. Entrées/sorties déportée Ethernet
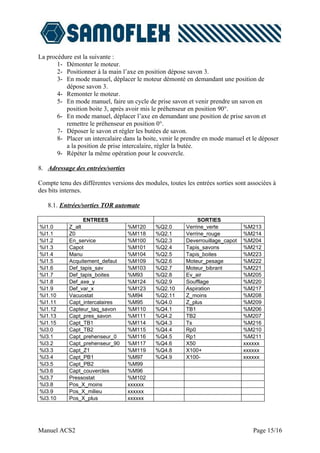
ENTREES SORTIES
%MW180:X0 Ds0 %M91 %MW185:X0 Verin_ds1 %M92
%MW180:X1 Presence_savon_pesage %M99 %MW185:X1 Verin_ds0 %M91
%MW180:X2 Ds1 %M92 %MW188 Vitesse_vibrant
%MW180:X3 Capteur_bourrage %M112
%MW186 Pesage
8.3. Repérage
Pour les entrées/sorties Ethernet, le repérage est de la forme :
[N° du mot automate]- [I pour entree ou Q pour sortie][N° entree ou sortie]
Par exemple, l’entrée N°0 de %M183 est repérée 183-I0
Manuel ACS2 Page 16/16](https://image.slidesharecdn.com/manuelacs2-091012222403-phpapp01/85/Manuel-Acs2-16-320.jpg)



































































