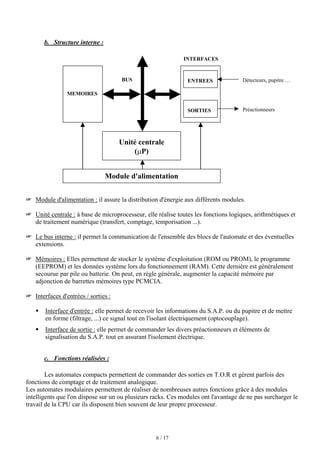
Le document fournit une introduction détaillée aux automates programmables industriels (API), leur historique, leur architecture et leur rôle dans les systèmes automatisés de production. Il décrit les différents types d'informations traitées par les API ainsi que les diverses fonctions qu'ils peuvent accomplir, telles que la commande d'actionneurs et le traitement de signaux. Enfin, le document aborde les aspects de câblage, de programmation, et les différents types de langages utilisés pour la programmation des API.