Télécharger pour lire hors ligne

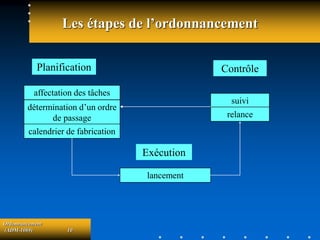
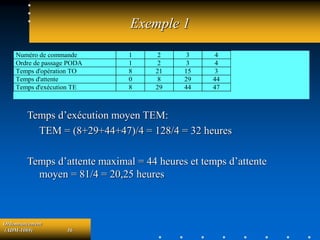
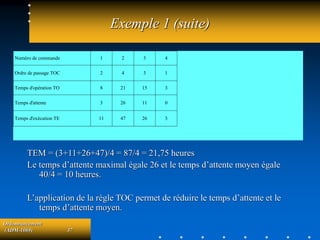

L'ordonnancement est la planification à court terme de l'exécution de la production, visant à déterminer l'ordre de passage des tâches et à améliorer le service client tout en optimisant les coûts. Les principales étapes incluent l'affectation, la séquence de traitement, le calendrier de fabrication, et le suivi des opérations, avec une distinction entre approches statiques et dynamiques. Divers systèmes de production influencent l'ordonnancement, et différentes règles de priorité peuvent être appliquées pour gérer efficacement les commandes.

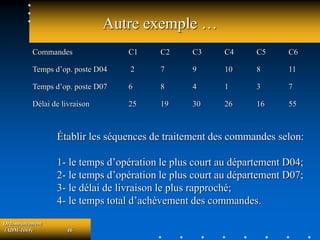
![bien comprendre l'Ordonnancement-Armetta[1].pdf](https://cdn.slidesharecdn.com/ss_thumbnails/ordonnancement-armetta1-240117112815-6fd3600b-thumbnail.jpg?width=640&height=640&fit=bounds)


























