Télécharger pour lire hors ligne



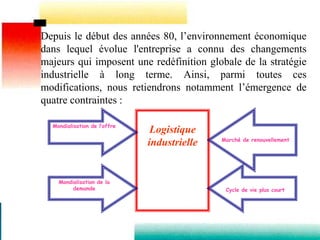
















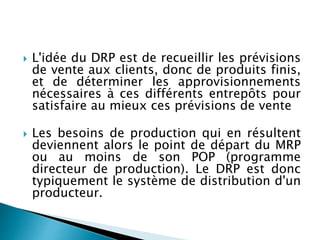
![A cause de la forte compétition et de la
diminution du cycle de vie des produits,
les entreprises doivent produire en faible
quantité et livrer dans un délai
généralement inférieur au cycle de
fabrication.
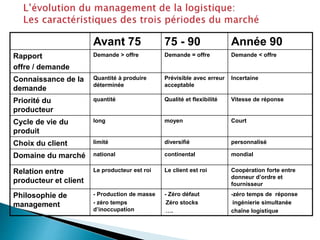
En fait les deux zéros, «zéro défaut »et
«zéro stock », sont suivis par un autre
objectif : « zéro temps de réponse »
[Persson 1995].
29/01/2024
Ahmed ADMANT
ESITH](https://image.slidesharecdn.com/conceptlogistiqueensit200081-240129163707-b63fc40a/85/Concept-Logistique-ENSIT-20008-1-pptx-95-320.jpg)


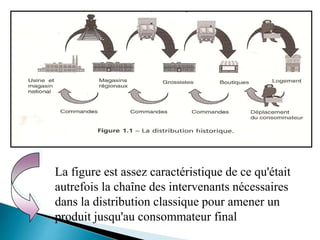













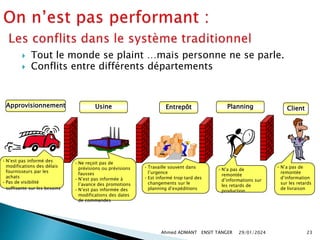
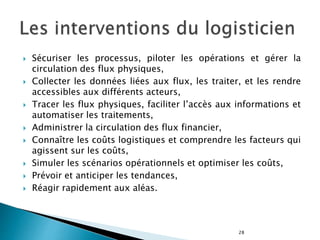
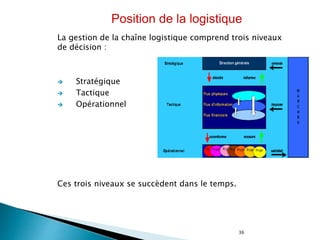
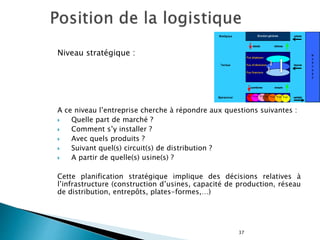
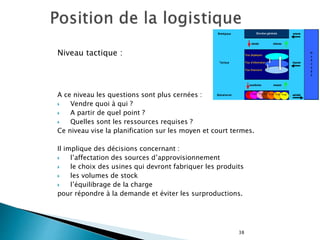
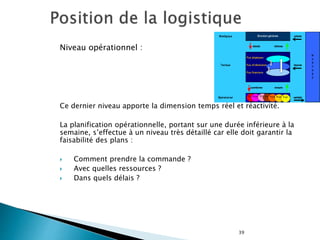
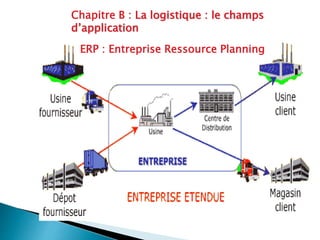
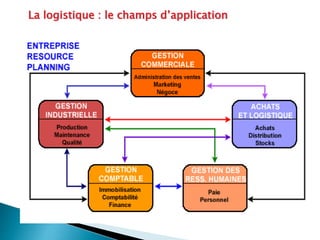
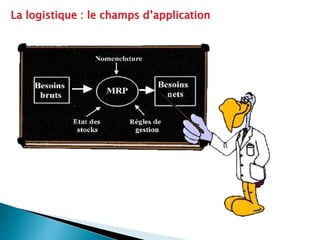
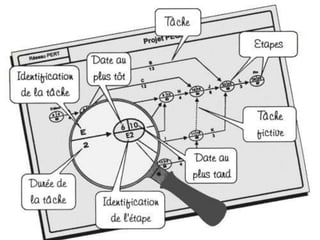
Le document aborde l'évolution de la logistique et son importance stratégique au sein des entreprises face aux évolutions économiques, en mettant l'accent sur la gestion des flux et des stocks. Il détaille également les niveaux de décisions logistiques et les enjeux liés à la compétitivité, notamment l'optimisation des coûts et des délais. Enfin, il souligne l'importance de la collaboration entre départements pour garantir une logistique efficace et réactive.












![comprendre le COURS sur la LOGISTIQUE[1].ppt](https://cdn.slidesharecdn.com/ss_thumbnails/courslogistique1-240116215253-8c48310f-thumbnail.jpg?width=640&height=640&fit=bounds)



































