Télécharger pour lire hors ligne

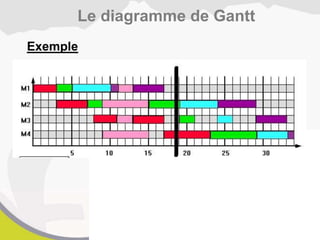
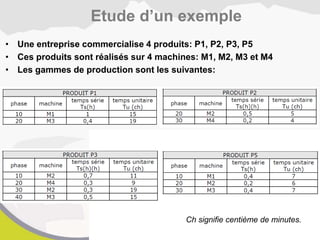
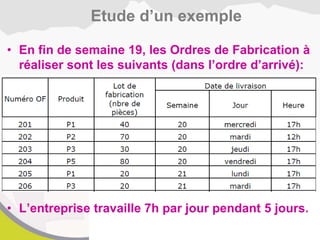
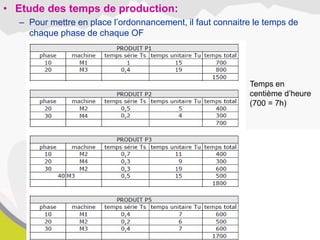
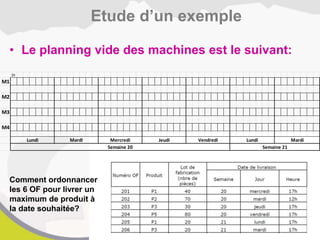
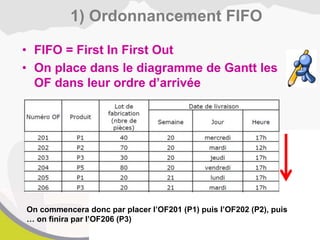

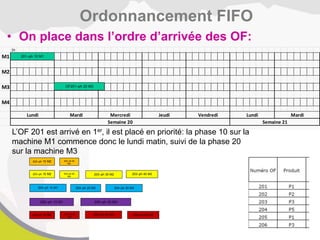
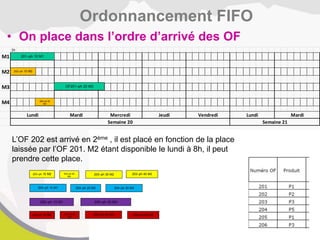
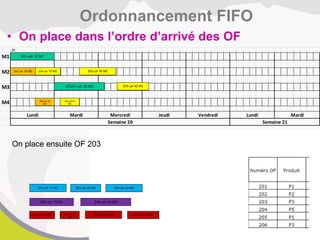
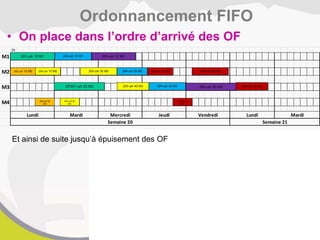
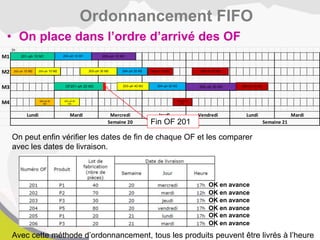
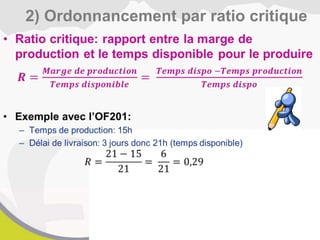
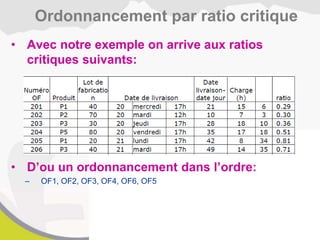
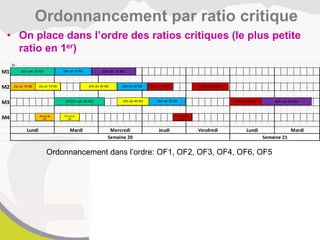
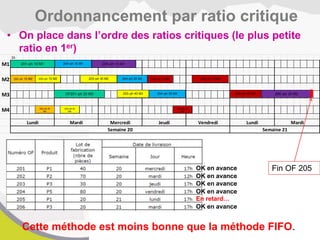
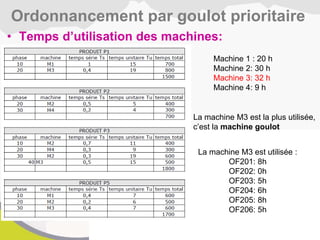
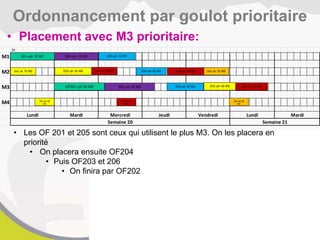
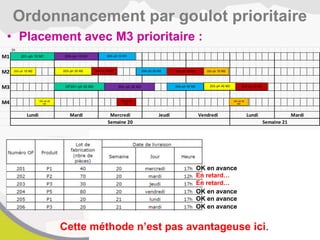
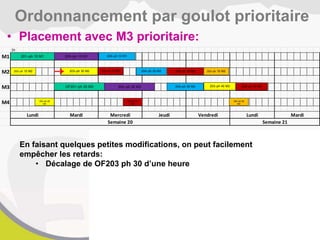
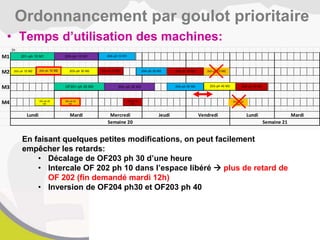
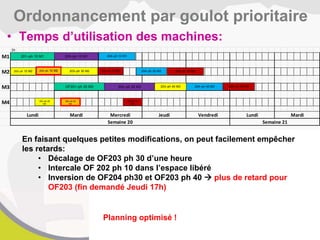

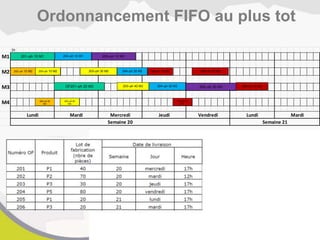
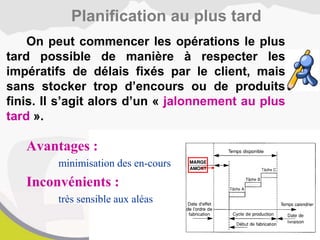

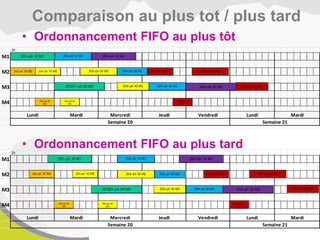
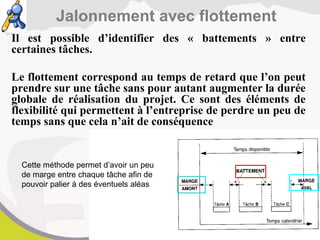
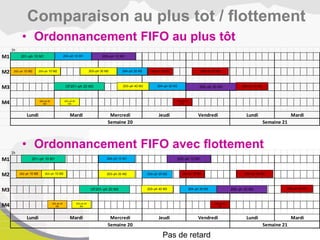

Le chapitre aborde l'ordonnancement et la planification de la production, en cherchant à optimiser l'utilisation des ressources humaines et matérielles tout en respectant les délais. Différentes méthodes, comme FIFO et le ratio critique, sont présentées pour déterminer l'ordre et le timing des ordres de fabrication sur plusieurs machines. Des exemples illustrent comment ces méthodes peuvent être appliquées pour assurer une livraison ponctuelle des produits.



![bien comprendre l'Ordonnancement-Armetta[1].pdf](https://cdn.slidesharecdn.com/ss_thumbnails/ordonnancement-armetta1-240117112815-6fd3600b-thumbnail.jpg?width=640&height=640&fit=bounds)
























