Le mémoire présente un projet de fin d'études sur la valorisation des fibres de polyester recyclées réalisé à l'entreprise « linda ouate » par Mayssem Hachana et Donya Chetoui. Ce travail inclut une étude bibliographique, une présentation de l'entreprise, et des expérimentations sur la fabrication et caractérisation de structures en non-tissé. L'objectif principal est de contribuer à la protection de l'environnement à travers le recyclage et l'innovation dans le secteur textile.





![Liste des figures
Figure 1: La formation de voile de non-tissé.................................................................4
Figure 2: La création du voile par cardage....................................................................5
Figure 3: La création du voile par voie aérodynamique................................................5
Figure 4: La création du voile par voie humide ............................................................6
Figure 5: La création du voile par voie fondue .............................................................6
Figure 6: La consolidation de la voile ...........................................................................7
Figure 7 : Procédés d'aiguilletage..................................................................................8
Figure 8: Le calandrage.................................................................................................9
Figure 9: Le processus de recyclage [3]......................................................................14
Figure 10: Organigramme de l'entreprise....................................................................18
Figure 11 : Processus de travail de l'entreprise ...........................................................19
Figure 12: Ouvre balle.................................................................................................20
Figure 13: Pré-ouvreuse ..............................................................................................21
Figure 14: Ouvreuse principale ...................................................................................21
Figure 15: Chargeuse vibrante.....................................................................................22
Figure 16: La carde......................................................................................................22
Figure 17: Étaleur nappeur ..........................................................................................23
Figure 18: Four de type « YYHG-320*1200 SINGLE LAYER OVEN »..................24
Figure 19: Zone de refroidissement.............................................................................24
Figure 20: Repassage...................................................................................................25
Figure 21: Enrouleur et coupe .....................................................................................25
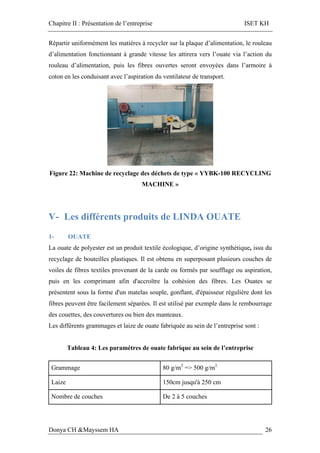
Figure 22: Machine de recyclage des déchets de type « YYBK-100 RECYCLING
MACHINE » ...............................................................................................................26
Figure 23: Ouate de rembourrage (non tissé)..............................................................27
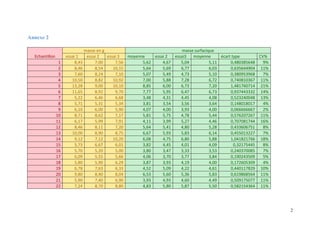
Figure 24: Stratégie de plan d’expérience...................................................................28
Figure 25 : Processus de fabrication des nappes .........................................................32
Figure 26 : Carde de type « 337 A CARDING MACHINE »....................................33
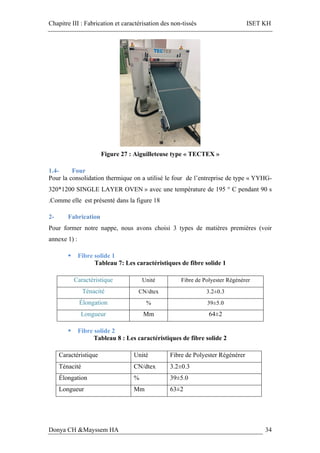
Figure 27 : Aiguilleteuse type « TECTEX »...............................................................34
Figure 28 : Diagramme de fusion des fibres thermo-liants .........................................35
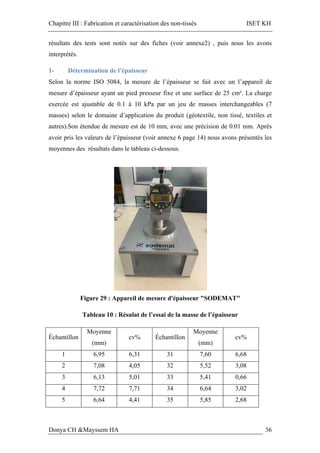
Figure 29 : Appareil de mesure d'épaisseur "SODEMAT".........................................36
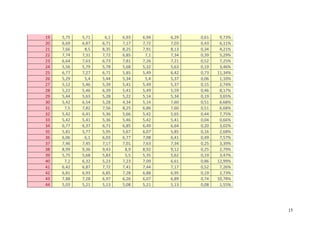
Figure 30: Graphique des effets principaux pour épaisseur ........................................38
Figure 31: Diagramme des moyennes des épaisseurs en fonction de % de fibre 1.....38](https://image.slidesharecdn.com/rapportpfe2019-200520012958/85/Valorisation-des-fibres-de-polyester-recyclees-7-320.jpg)



![1
Introduction générale
L'environnement recouvre l'ensemble des éléments (biotiques ou abiotiques) qui
entourent une espèce et qui lui permettent de vivre. Notre environnement, c'est notre
support de vie et toutes ses composantes : l'air, l'eau, l'atmosphère, les roches, les
végétaux, les animaux...
Or, notre environnement, élément clé de notre survie, est dangereusement affecté par
nos activités. En effet, les milieux (air, sols, eau) sont massivement pollués.
Les sources de pollutions sont nombreuses et l’identification de ces sources, des
différentes substances polluantes et de leurs effets sur les écosystèmes est complexe.
Elles peuvent provenir de catastrophes naturelles ou résulter de l'activité humaine. Les
pollutions peuvent être aussi bien les marées noires, les pollutions chimiques, les
accidents nucléaires, l'introduction d'espèces invasives, les déchets déversés dans la
nature...
Les matières plastiques ont désormais envahi notre quotidien. Elles représentent 10%
de la masse totale des ordures ménagères, et, n'étant pas dégradables, elles forment un
véritable danger pour l'environnement. Elles vont donc être cause de pollution
durable. Entre 60 et 85% des déchets ramassés sur le littoral sont des plastiques [1].
Les plastiques représentent donc un réel danger autant pour la faune que la flore
Dans une démarche de valorisation de la matière et de protection de l’environnement,
les industriels ont développé des projets très innovants autour du recyclage de la
bouteille plastique. Le recyclage des bouteilles en plastique commence par un tri, puis
un broyage, un nettoyage et un séchage et finalement une transformation finale où
les paillettes de polyéthylène tétaphtalate (PET) sont fondues et transformées en
fibres pour le PET.
Ces fibres de PET sont souvent employées par l’industrie textile à titre d’exemple le
rembourrage d'oreiller ou de couverture
Ce projet de fin d’études s’intègre dans ce cadre et s’intéresse à proposer un nouveau
produit de PET recyclé en collaboration avec la société LINDA OUATE qui est
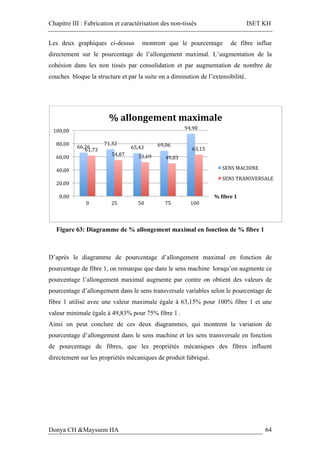
spécialisée dans la fabrication de« Ouate », à base du non-tissés .](https://image.slidesharecdn.com/rapportpfe2019-200520012958/85/Valorisation-des-fibres-de-polyester-recyclees-12-320.jpg)


![Chapitre I : Etude bibliographique ISET KH
Donya CH &Mayssem HA 3
I- Introduction
La fabrication des non tissés est issue des industries textile classique, de la fabrication
du papier et de fabrication des polymères en adaptant leurs procédés et leurs matières
premières pour répondre à un marché réel et émergeant.
Les non tissés se distinguent par rapport aux textiles classiques (tissus et tricots) par la
possibilité d’obtenir des étoffes avec un processus assez court (passer de l’état fibre à
une nappe de fibre sans filage).La différence majeure avec les papiers est la
composition fibreuse. En effet, une structure fibreuse sera classée "non-tissé" si plus
de 50% en masse de son contenu fibreux est constitué de fibres ayant un rapport
longueur / diamètre supérieur à 300. Dans le cas où cette première condition n'est pas
remplie, si plus de 30% en masse de son contenu fibreux est constitué de fibres ayant
un rapport longueur diamètre supérieur à 300 et une masse volumique inférieure à
0,40 g/cm3.
II- Les non-tissés
1- Définition
Selon les normes ISO 9092 et EN 29092, le non-tissé est "une feuille manufacturée,
constituée de voile ou de nappe de fibres orientées directionnellement ou au hasard,
liées par friction et/ou cohésion, et/ou adhésion, à l’exclusion du papier et des
produits obtenus par tissages, tricotages, tuftages, couturages incorporant des fils ou
filaments de liage ou feutrés par foulage humide, qu’ils soient ou non aiguilletés".
Selon l’INDA (Association Américaine des non tissés), le non-tissé est "une feuille ou
un voile de fibres naturelles et/ou de fibres ou filaments manufacturés, exclusion faite
du papier, qui n’ont pas été tissés et qui peuvent être liés entre eux de différentes
façons"[2].
2- Processus de fabrications
La fabrication des non-tissés se divise en pratique en trois étapes successives, bien
que continues :
• La formation du voile
• La consolidation](https://image.slidesharecdn.com/rapportpfe2019-200520012958/85/Valorisation-des-fibres-de-polyester-recyclees-15-320.jpg)
![Chapitre I : Etude bibliographique ISET KH
Donya CH &Mayssem HA 4
• La finition
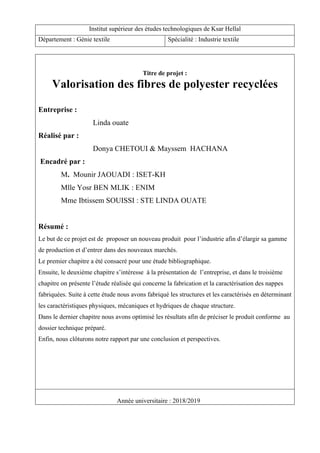
2.1- La formation du voile
Trois méthodes de base sont principalement utilisées pour la réalisation du voile :
• La voie sèche (voie textile ou directe)
• La voie humide (voie papetière)
• La voie fondue
Figure 1: La formation de voile de non-tissé
2.1.1- La voie sèche
Cette voie appelée aussi voie textile utilisé, pour la formation du voile, des cardes et
des procédés pneumatiques. Cette technique textile présente une grande polyvalence
en termes de fibres utilisées (possibilités d’utiliser des fibres recyclées) et en termes
de fabrication puisque l'ensemble des méthodes de liage existantes peuvent être
utilisées pour la consolidation. Les 2 figures ci-dessous expliquent la création du voile
par ces deux techniques[2].](https://image.slidesharecdn.com/rapportpfe2019-200520012958/85/Valorisation-des-fibres-de-polyester-recyclees-16-320.jpg)
![Chapitre I : Etude bibliographique ISET KH
Donya CH &Mayssem HA 5
Figure 2: La création du voile par cardage Figure 3: La création du voile par voie
aérodynamique
Dans le cas de la création de voile par cardage, la carde est alimentée en fibres brutes,
dont les impuretés (graines, fibres courtes, poussières...) sont éliminées et les fibres
sont distribuées parallèles ou au hasard pour former un voile. Alors que le procédé par
voie aérodynamique consiste à amener et à faire passer les fibres à travers des
cylindres rotatifs perforés ou des systèmes de distribution pour former un voile sur
une toile transporteuse (caisse de distribution située au-dessus d’une toile avec
système de vide incorporé au-dessous de la toile). Les fibres utilisées doivent être plus
courtes que dans le procédé par cardage.
2.1.2- La voie humide
Elle utilise les mêmes technologies que la technique papetière avec de petites
modifications. Les propriétés des fibres utilisées et la concentration en matière
fibreuse sont différentes, le véhiculeur des fibres sera essentiellement de l'eau. Cette
technique permet des cadences de production élevées pour du non-tissé mais des
restrictions au niveau de choix de la matière première et du matériel de consolidation.
Les machines sont peu polyvalentes et l’investissement est assez lourd. La figure
suivante explique mieux cette méthode[2].](https://image.slidesharecdn.com/rapportpfe2019-200520012958/85/Valorisation-des-fibres-de-polyester-recyclees-17-320.jpg)
![Chapitre I : Etude bibliographique ISET KH
Donya CH &Mayssem HA 6
Figure 4: La création du voile par voie humide
2.1.3- La voie fondue
Elle fait appel aux techniques d'extrusion associées à des systèmes de répartition et de
nappage pour la formation simultanée de l'étoffe non tissé. Ces techniques offrent peu
de polyvalence sur les produits d'une même ligne, mais suivant les techniques
employées, l'obtention de propriétés intéressantes est assurée : ténacité forte pour les
Spunbonds, douceur due à la finesse des fibres et poids par masse faible pour les
Meltblowns, homogénéité des propriétés pour les films.La figure suivante illustre
cette technique [2].
.
Figure 5: La création du voile par voie fondue
2.2- La consolidation du voile
La consolidation du voile est très importante et conditionne en grande partie les
propriétés du produit fini. On admet que la méthode de consolidation choisie, a au](https://image.slidesharecdn.com/rapportpfe2019-200520012958/85/Valorisation-des-fibres-de-polyester-recyclees-18-320.jpg)
![Chapitre I : Etude bibliographique ISET KH
Donya CH &Mayssem HA 7
moins autant d'importance pour assurer les propriétés fonctionnelles du non-tissé final
que les fibres de base qui composent le voile. On distingue essentiellement trois
principales voies de consolidation.
Figure 6: La consolidation de la voile
2.2.1- Le liage mécanique
La technique la plus utilisée est l'aiguilletage qui est une méthode d'enchevêtrement
mécanique des fibres à l'intérieur du voile. Des aiguilles à barbes sont chargées de
déplacer les fibres en groupes lors de la pénétration dans la nappe tout en les laissant
en place lors du retrait de l'aiguille. Comme le montre la figure 5.
Le degré de liage dépendra de la profondeur de pénétration des aiguilles dans la
nappe, de la densité d'aiguilletage (nombre de coups d'aiguille par unité de surface) et
du nombre de faisceaux de fibres créés par chaque pénétration (type d'aiguille et
nombre de barbes en action) [2].](https://image.slidesharecdn.com/rapportpfe2019-200520012958/85/Valorisation-des-fibres-de-polyester-recyclees-19-320.jpg)
![Chapitre I : Etude bibliographique ISET KH
Donya CH &Mayssem HA 8
Figure 7 : Procédés d'aiguilletage
2.2.2- Le liage chimique
C’est la méthode de liage la plus ancienne. Son évolution quantitative est en
diminution à cause des problèmes de rejets. Le liant choisi conditionne en grande
partie la cohésion, la souplesse et la tenue aux solvants des voiles fibreux. On trouve
des liants solides, des solutions et essentiellement des émulsions (latex). L’application
du liant peut se faire d’une manière continue dans un foulard pour avoir des structures
solides ou d’une manière discontinue (pulvérisation ou impression) pour obtenir des
articles plus souples.
2.2.3- Le liage thermique
Le thermo-liage est une consolidation cohésive d’un non-tissé réalisée par
l’adjonction de fibres thermo-liantes (de 10 à 40% de la masse fibreuse) créant des
points de soudure entre les fibres de base par fusion partielle ou totale de la fibre
liante. On utilise des polymères thermoplastiques comme le polyéthylène, le
polyamide, le polypropylène et le polyester etc. Le choix du type de fibre dépend des
conditions d’utilisation. Le chauffage du non-tissé peut être réalisable par plusieurs
méthodes dont le calandrage est la méthode la plus connue [2].](https://image.slidesharecdn.com/rapportpfe2019-200520012958/85/Valorisation-des-fibres-de-polyester-recyclees-20-320.jpg)
![Chapitre I : Etude bibliographique ISET KH
Donya CH &Mayssem HA 9
Figure 8: Le calandrage
2.3- Finissage du non tissé
Il est possible de changer encore les propriétés de surface du non tissé pour l'ajuster
aux besoins de la clientèle en appliquant un apprêt mécanique ou chimique avant ou
après la phase de consolidation. Ainsi, on peut appliquer différents traitements
(enduction, impression, flockage, teinture) pour rendre les non-tissés hydrophobes,
poreux, antistatiques, absorbants, conducteurs, ignifuges, perméables à l'air[2].
3- Applications
Les non tissés sont des produits qu’on rencontre partout dans notre environnement
Les premiers articles fabriqués en non tissés étaient des articles sanitaires et les
matériaux pour chaussure.
Avec la multiplication des lignes de production et l’apparition des fibres synthétiques,
les applications étaient de plus en plus diversifiées. Les applications, où nous
retrouvons les non tissés, sont très variées. Ceci est dû aux procédés de fabrication des
non tissés qui permettent de fabriquer des structures avec des caractéristiques très
variables. De 2001 à 2006, la production européenne des non tissés a augmenté de
plus de 20%. Actuellement l’hygiène et les géotextiles représentent les marchés les
plus importants
Le tableau ci-dessous propose quelques applications des non-tissés.](https://image.slidesharecdn.com/rapportpfe2019-200520012958/85/Valorisation-des-fibres-de-polyester-recyclees-21-320.jpg)




![Chapitre I : Etude bibliographique ISET KH
Donya CH &Mayssem HA 14
Figure 9: Le processus de recyclage [3].
Le procèdé de fabrication s’établit en différentes étapes :
• Le procèdé principal de fabrication est l’extrusion à filière droite qui extrude
la matière vers le bas.
• Les déchets de bouteilles PET subissent les étapes de déchiquetage, le lavage,
le séchage puis le broyage.
• Les déchets broyés passent ensuite au déshumidificateur. A la fin de cette
étape, les déchets passent à l’extrusion.
• Les bris broyés alimentent une extrudeuse produisant des filaments de petites
épaisseurs (moins de 0.3 mm). A la sortie de la tête d’extrudeuse, un dispositif
de refroidissement diffuse de l’air entre les filaments pour les faire refroidir et
empêcher le collage entre des filaments.
• L’extrémité des filaments est tenue par un système d’étirage relié à un system
d’enroulement de filaments.
• Trempage des filaments dans des bains pour les donner les spécifications
recherchées
• Chauffage et frisage des filaments](https://image.slidesharecdn.com/rapportpfe2019-200520012958/85/Valorisation-des-fibres-de-polyester-recyclees-26-320.jpg)













![Chapitre III : Fabrication et caractérisation des non-tissés ISET KH
Donya CH &Mayssem HA 29
Leur utilisation vise aux buts suivants :
§ Déterminer des valeurs optimales de réglage de différents paramètres, pour
obtenir une valeur souhaitée sur un produit ou un service à mettre au point.
§ Réduire le nombre d'essais à ce qui est strictement nécessaire, avec comme
effet direct de minimiser les dépenses.
§ Identifier les facteurs les plus influents, les interactions éventuelles entre les
facteurs, et le nombre de points de mesures minimum pour obtenir le
maximum d'informations [4].
Ø Facteurs : ce sont les paramètres que l'on fait varier au cours des essais
Ø
Niveaux : ce sont les valeurs possibles que l'on attribue à un facteur
2- Cas pratique :
Une étude préliminaire nous a permis de choisir les intervalles, les nombres de
niveaux et le pas de variation des paramètres.
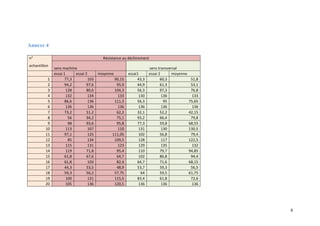
On présente ci-dessous dans un tableau les différents facteurs et leurs niveaux
Tableau 5: Les différents facteurs et leurs niveaux
Les facteurs
Les niveaux
Intervalle de
valeurs
Nombre de
niveaux
Pas
%fibre 1 0 -100% 5 25
Nombre
de couches
1 ,2 2 1
Densité
d’aiguilletage
30 - 50 3 10
Thermo-liage Oui ou non 2 -
NB : l’unité de densité d’aiguilletage dans tout le rapport est frappe par centimètre
carré.
Le nombre d’échantillon à réaliser est déterminé selon la formule suivante :
!!!!!! !′é!h!!!!!!!!! = !!!!!! !! !!!!!! ! !!!!!e !! !!!!!!!!](https://image.slidesharecdn.com/rapportpfe2019-200520012958/85/Valorisation-des-fibres-de-polyester-recyclees-43-320.jpg)













































![82
Références bibliographiques :
[1].http://tpe-bioplastique.e-monsite.com/pages/tpe/le-plastique-et-ses-
effets-nocifs-sur-l-environnement.html
[2].http://cerig.pagora.grenoble-inp.fr/tutoriel/non-tisse
[3].http://clublr.pro/photo/cycle-plastique?context=latest
[4].https://eduscol.education.fr/rnchimie/math/triboulet/plans_experiences
.pdf
[5] support de cours de plan d’expériences de Mr Mounir JAOUADI
[6] livre Lean Six Sigma & Minitab de Quentin Brook](https://image.slidesharecdn.com/rapportpfe2019-200520012958/85/Valorisation-des-fibres-de-polyester-recyclees-97-320.jpg)