
Recommandé
Recommandé
Contenu connexe
Similaire à 8D.pdf
Similaire à 8D.pdf (20)
Plus de FousseyniTRAORE2
Dernier
Dernier (20)
8D.pdf
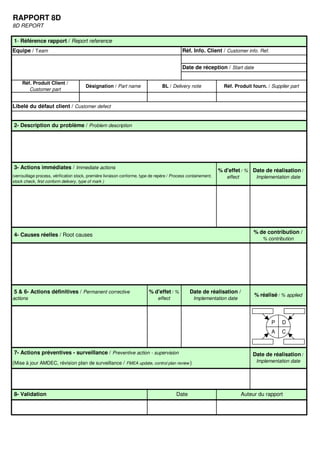
- 1. % de contribution / % contribution Date de réalisation / Implementation date (Mise à jour AMDEC, révision plan de surveillance / FMEA update, control plan review ) 7- Actions préventives - surveillance / Preventive action - supervision Auteur du rapport Date 8- Validation % réalisé / % applied % d'effet / % effect Date de réalisation / Implementation date 5 & 6- Actions définitives / Permanent corrective actions 4- Causes réelles / Root causes (verrouillage process, vérification stock, première livraison conforme, type de repère / Process containement, stock check, first conform delivery, type of mark ) 3- Actions immédiates / Immediate actions % d'effet / % effect Date de réalisation / Implementation date 2- Description du problème / Problem description Libelé du défaut client / Customer defect Réf. Produit Client / Customer part Désignation / Part name BL / Delivery note Réf. Produit fourn. / Supplier part Date de réception / Start date RAPPORT 8D 8D REPORT Equipe / Team Réf. Info. Client / Customer info. Ref. 1- Référence rapport / Report reference P D C A
- 2. Etat Validation de l'efficacité des actions Oui Non Simulation de défaut Date de clôture Visa leader Visa responsable Visa émetteur Mesures Comment? Combien? Mettre en œuvre les actions correctives permanentes Actions à suivre Resp. Délai Etat Délai Resp. Décrire le problème Mesures immédiates Equipe Date, heure Animateur Où? Schéma, Photo : Ligne / Poste Produit Identifier les causes profondes (Ishikawa) Féliciter l'équipe, validation et clôture du groupe L'animateur et le rapporteur veillent au bon suivi des actions ainsi qu'à la distribution des comptes rendus et mises à jour Documentation technique Procédure de management Procédé / Processus en cause Machine, opération Prévenir toute récidive 8D interne / client Knowledge Management RBFM / AE Autre, préciser : Analyse des causes et identification des actions Rapporteur Préparer le travail selon la méthode 8D Quand? Nature du problème Défaut, anomalie, dysfonctionnement Etape de détection Poste, point de contrôle Taux de défaut Quantité concernée, fréquence Date d'apparition du problème Jour, heure, événements survenus Quoi? Formulaire de résolution de problème Préparer le travail Usine / Atelier Pourquoi? Prise en compte dans : QA-Matrix Non Pourquoi ? Si non, pourquoi Responsable Pourquoi ? Délai Date de réalisation Pourquoi? Pourquoi ? Pourquoi ? Pourquoi ? Pourquoi? Pourquoi? 2 Pourquoi ce défaut n'at-t-il pas été envisagé? 1 Pourquoi? Pourquoi ? Pourquoi ? Pourquoi le défaut s'est il produit? 3 Pourquoi le défaut n'a-t-il pas été stoppé par le processus de contrôle qualité? Pourquoi ? Pourquoi ? Oui Pourquoi ? P-FMEA MSP, limites d'intervention Consigne de travail Prescription de procédé 1 2 3 4.2 7 Problème: 4.1 Machine Main d'oeuvre Matière Méthode Milieu 8 Mesure définie, responsable et délai accordés Mesure en cours Mesure mise en place Mesure efficace 6 5