Téléchargé 124 fois
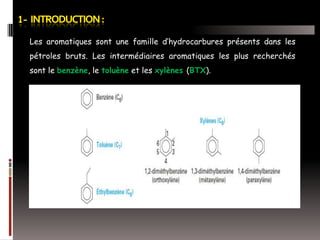
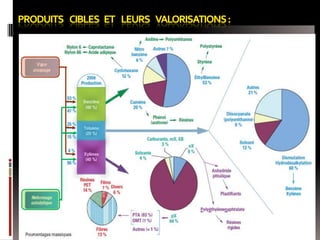
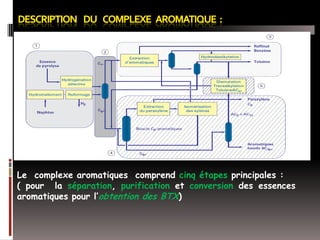
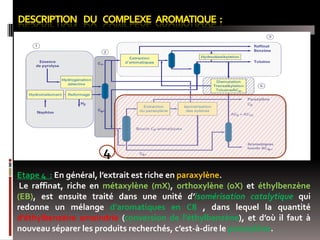
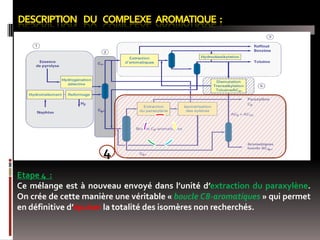
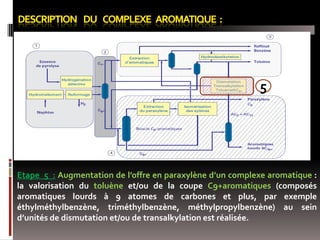
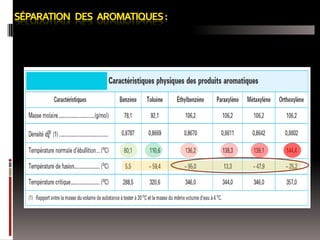


Le document traite de la production et de la séparation des hydrocarbures aromatiques, notamment le benzène, le toluène et les xylènes (BTX), à partir de procédés comme le reformage catalytique et le vapocraquage. Il détaille les différentes étapes de transformation et purification des aromatiques dans des complexes aromatiques, ainsi que les techniques utilisées telles que l'extraction liquide-liquide et la distillation extractive. Les données de production mondiale en 2008, ainsi que les applications industrielles des principaux aromatiques, sont également présentées.

































































