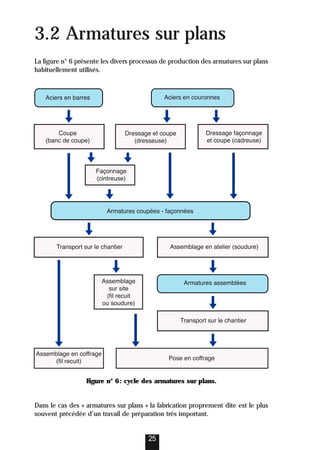
Ce document fournit un guide technique sur l'armature du béton, élaboré par l'AFCAB et CIMBÉTON, visant à assurer la conformité et la qualité des armatures utilisées dans la construction. Il aborde le cycle de fabrication et de mise en œuvre des armatures et met l'accent sur l'importance de la certification pour garantir la solidité des ouvrages en béton. Le texte propose des améliorations et des bonnes pratiques tout au long du processus, en tenant compte des différents acteurs impliqués dans la chaîne de fabrication et de pose.

































































































![[Soutenance du PFE] Étude du flambement des poteaux selon l'EC2](https://cdn.slidesharecdn.com/ss_thumbnails/soutenancedupfe-141030050449-conversion-gate01-thumbnail.jpg?width=640&height=640&fit=bounds)

























![cours raspberry [Enregistrement automatique].pptx](https://cdn.slidesharecdn.com/ss_thumbnails/coursraspberryenregistrementautomatique-260206145736-b1015531-thumbnail.jpg?width=640&height=640&fit=bounds)


