Télécharger en tant que PDF, PPTX
![• Ecart type noté σ
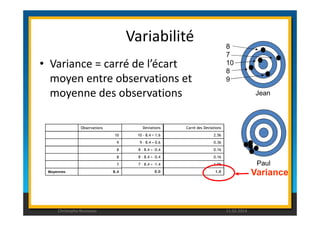
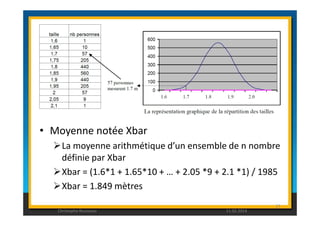
L’écart type est la racine carrée de la moyenne
arithmétique des carrés des écarts à la moyenne
Variance = σ²= [(1.6-1.849) ² *1 + (1.65-1.849) ² * 10 +
… (2.05-1.849) ² * 9 + (2.1 –1.849) ² *1] / 1985
σ = 0.07
28
Christophe Rousseau 11.02.2014](https://image.slidesharecdn.com/02rousseau-141127150402-conversion-gate02/85/02-rousseau-28-320.jpg)
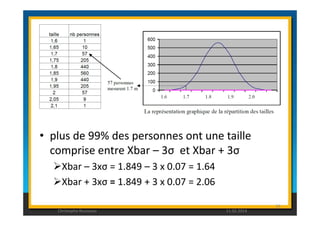
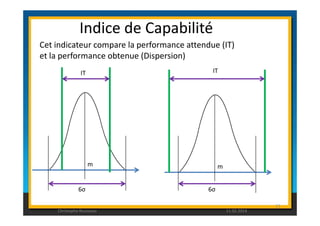
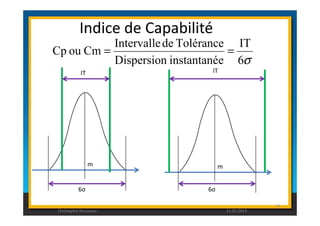
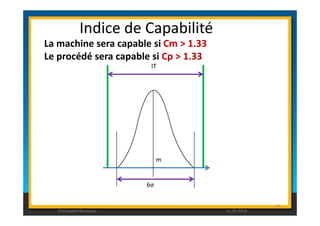
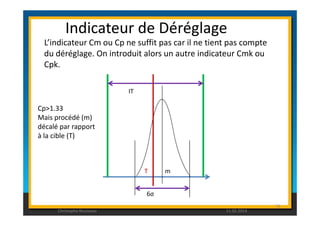
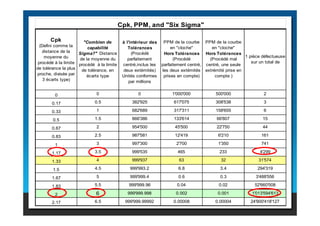

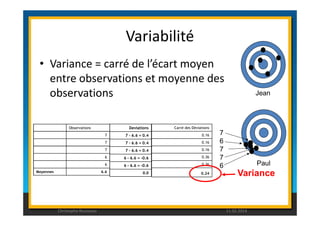
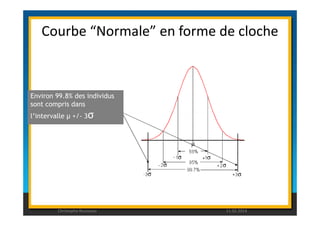
Le document traite de la maîtrise statistique des procédés (MSP) et du contrôle statistique des processus (SPC), essentiels pour assurer la qualité en production. Il aborde des concepts fondamentaux tels que la variabilité, les lois normales, les cartes de contrôle, et les capabilités, tout en soulignant l'importance d'une détection précoce des défauts. Enfin, il présente des méthodes pour analyser et surveiller les processus afin d'améliorer leur performance et réduire les coûts liés à la non-qualité.
























![Qcm iso 9001_v_2015[1]](https://cdn.slidesharecdn.com/ss_thumbnails/qcmiso9001v20151-180129165536-thumbnail.jpg?width=640&height=640&fit=bounds)










































