Télécharger en tant que PDF, PPTX

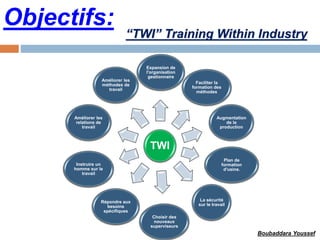
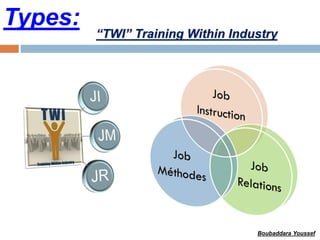
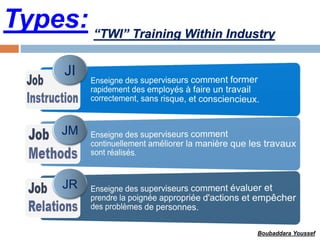

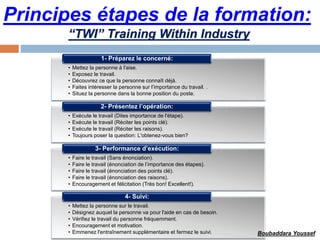
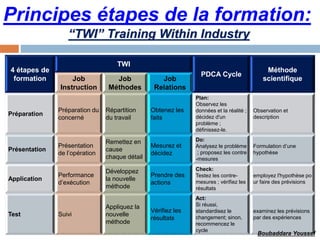
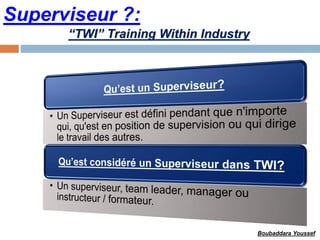
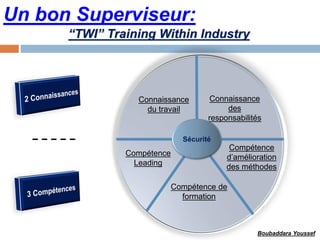
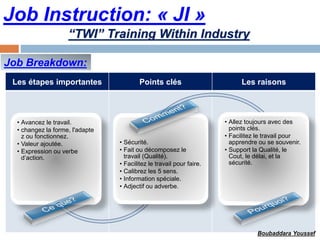
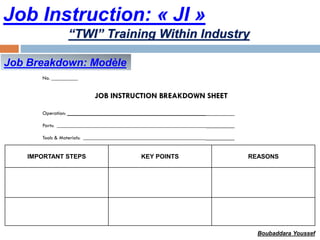
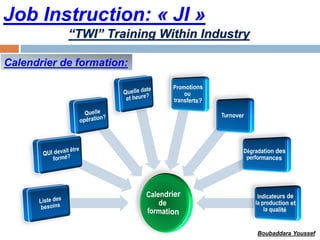
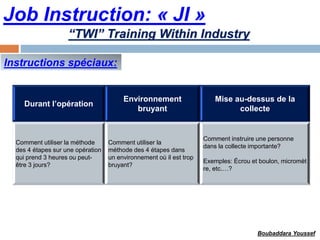
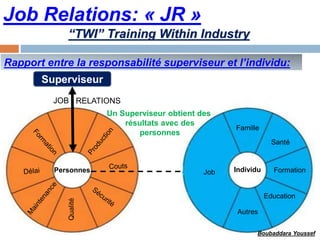


Le document présente une synthèse des principes et méthodes du 'Training Within Industry' (TWI), développé pour améliorer la formation et la productivité dans l'industrie depuis 1940. TWI se concentre sur la standardisation des méthodes de travail, l'instruction des employés et l'amélioration des relations entre superviseurs et employés afin d'atteindre des résultats tels que la réduction des coûts et l'augmentation de la productivité. Il aborde également les défis auxquels sont confrontés les superviseurs et propose des stratégies pour établir de bonnes relations de travail.






















































