Télécharger en tant que PDF, PPTX

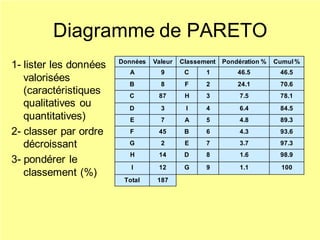
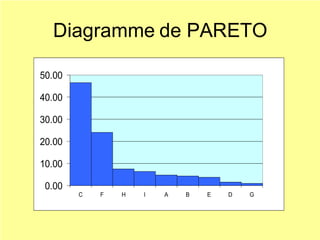
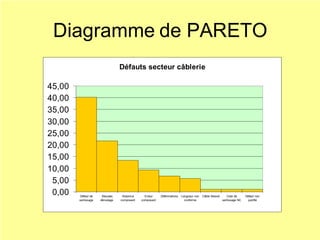

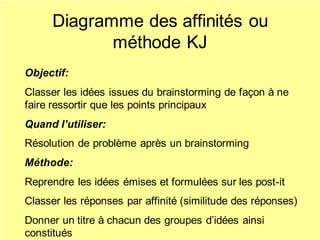
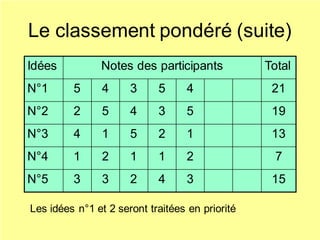
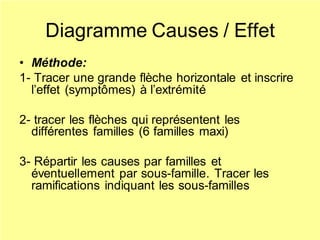
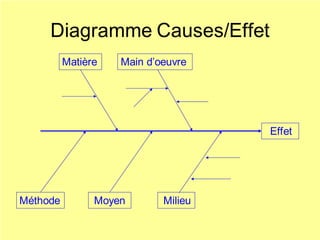
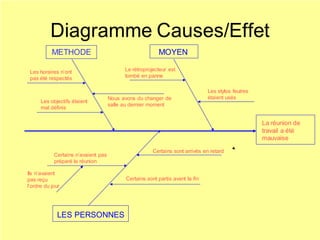
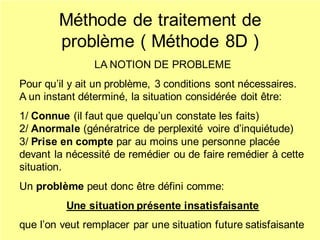
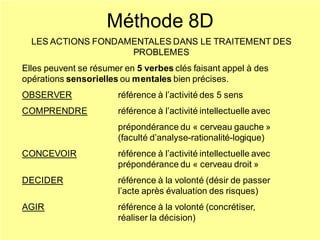
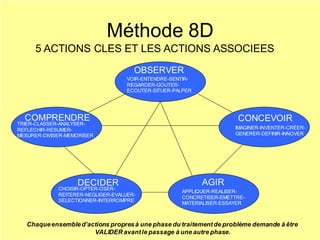
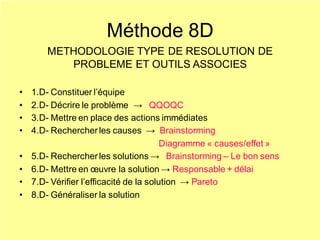
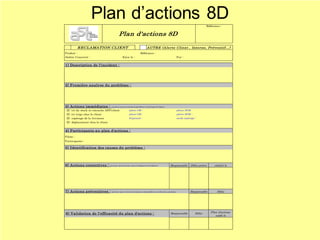
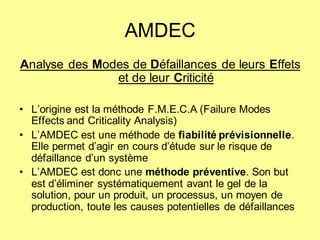
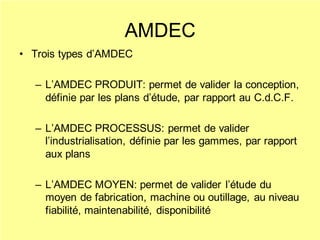
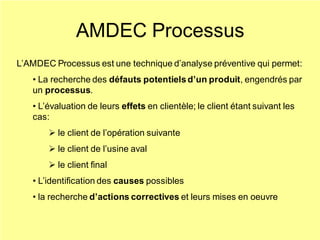
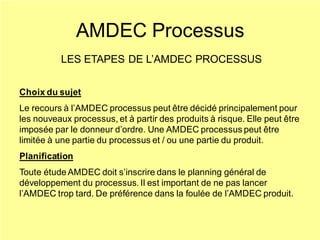
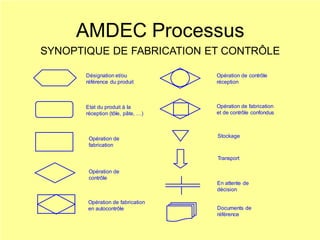
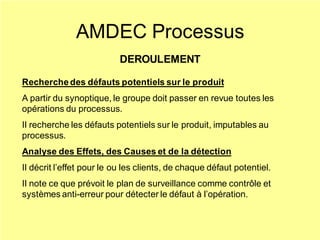
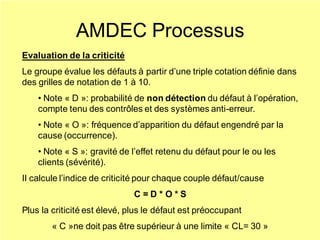
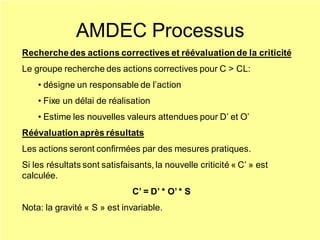
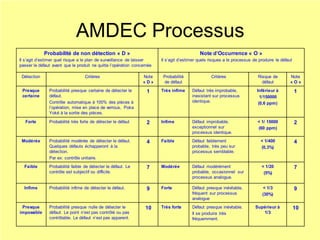
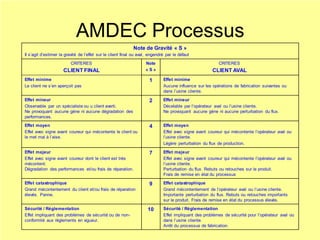
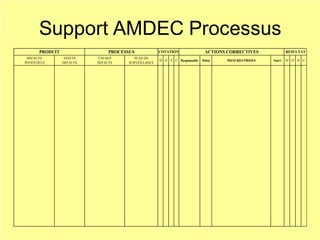

Le document présente des outils et méthodes pour le traitement de problèmes, notamment le diagramme de Pareto, le brainstorming et la méthode 8D, en détaillant leurs objectifs, processus et applications. Il fournit également des explications sur les diagrammes de causes/effet, la méthode AMDEC pour l'analyse des modes de défaillance et leurs effets. Chaque méthode est illustrée par des exemples pratiques et des conseils pour assurer leur efficacité dans la résolution de problèmes.

























![Exposé+5 s..[1]](https://cdn.slidesharecdn.com/ss_thumbnails/expos5s-150116182951-conversion-gate02-thumbnail.jpg?width=640&height=640&fit=bounds)











![(6 cycle amélqté [récupéré])](https://cdn.slidesharecdn.com/ss_thumbnails/6cycleamlqtrcupr-120816114946-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)























![cours raspberry [Enregistrement automatique].pptx](https://cdn.slidesharecdn.com/ss_thumbnails/coursraspberryenregistrementautomatique-260206145736-b1015531-thumbnail.jpg?width=640&height=640&fit=bounds)

