Télécharger en tant que PDF, PPTX
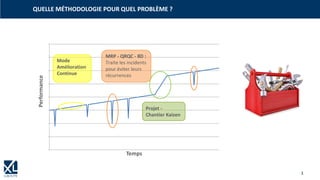
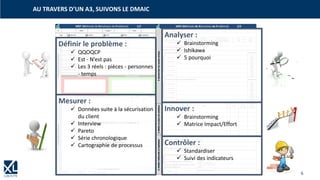
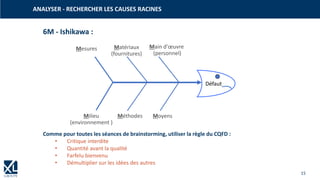
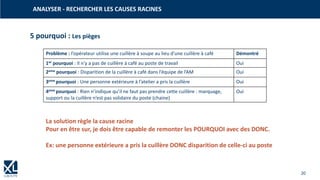
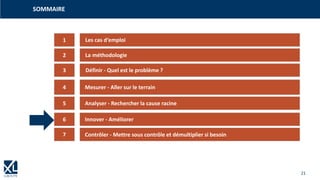
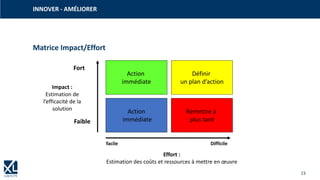
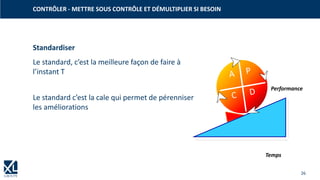


Le document présente une méthodologie DMAIC pour la résolution de problèmes, comprenant les étapes définir, mesurer, analyser, innover et contrôler. Il souligne l'importance de comprendre le problème en allant sur le terrain et en utilisant des outils d'analyse tels que le diagramme d'Ishikawa et la méthode des 5 pourquoi. Enfin, il insiste sur la nécessité de standardiser les solutions pour pérenniser les améliorations et engager le personnel dans le processus.























































































