Téléchargé 202 fois
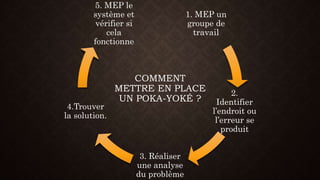
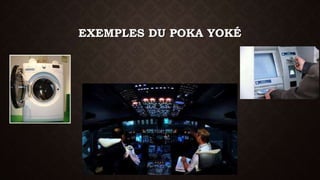
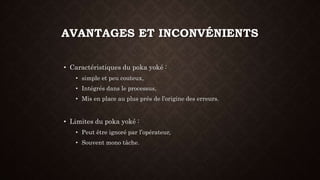
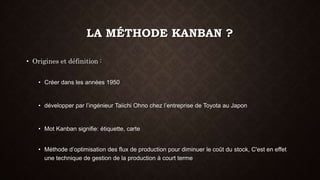

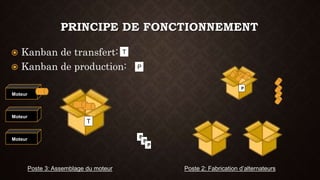

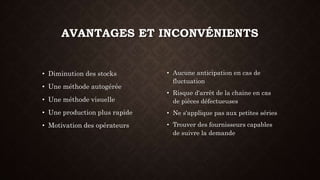
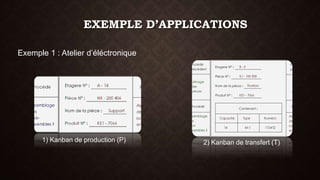
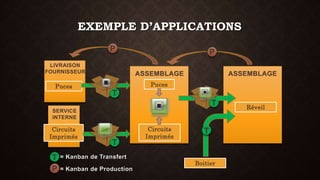





Le document présente trois méthodes d'optimisation de la production : le poka-yoké, le kanban et le kaizen. Le poka-yoké vise à prévenir les erreurs humaines et les dysfonctionnements, tandis que le kanban gère les flux de production pour réduire les coûts de stock. Le kaizen se concentre sur l'amélioration continue et l'efficacité des processus au sein des entreprises.




































![[REX] Toyota Boshoku / Faurecia par Matthieu moulin](https://cdn.slidesharecdn.com/ss_thumbnails/matthieumoulin-150603144913-lva1-app6891-thumbnail.jpg?width=640&height=640&fit=bounds)





















![LE-MODELE-DE-DEVELOPPEMENT-KANBAN (2)[1].pptx](https://cdn.slidesharecdn.com/ss_thumbnails/le-modele-de-developpement-kanban21-251206080038-06a5ec48-thumbnail.jpg?width=640&height=640&fit=bounds)








