Télécharger en tant que PDF, PPTX





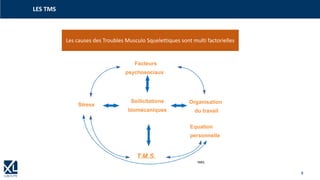
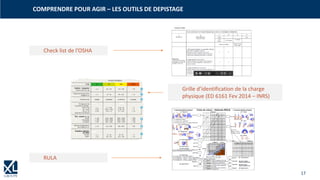
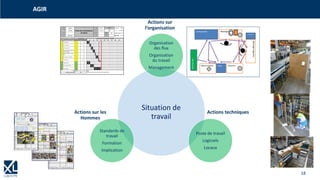


La web-conférence sur le lean et l'amélioration des conditions de travail aborde les stratégies pour réduire les gaspillages, améliorer la qualité et la sécurité au travail. Elle traite également des troubles musculo-squelettiques (TMS) causés par des facteurs biomécaniques et propose des outils pour améliorer les conditions de travail. L'ergonomie est mise en avant comme clé pour adapter le travail à l'homme afin de prévenir les TMS et améliorer la performance.



































































